一种模盒更换工装的制作方法
本技术涉及烟支模盒更换维修领域,特别涉及一种模盒更换工装。
背景技术:
1、zb45型硬盒包装机烟支模盒是烟支输送系统的一部分,烟组模盒输送带上安装有多个输送模盒,将烟库输送过来的烟支按一定规律排列后传送至下一个包装工位,是烟支包装成型尤为重要的功能部件。
2、在实际生产过程中,烟支模盒材料为塑料件,当烟支模盒磨损后,为保证烟支的质量,需要对模盒进行更换。目前,烟支模盒是通过与底板卡合后安装在输送带上。首先,底板上设有滑槽,烟支模盒卡接在滑槽内,对烟支模盒进行上下方向上的固定;其次,底板与烟支模盒的中心位置设有一弹片,弹片的两端向上弯起,能够对烟支模盒进行前后方向上的锁定。因此,当更换烟支模盒时,一名操作人员需用手按住弹片的两端,以解除弹片对于烟支的锁定,随后另一名操作人员将烟支模盒从底板上的滑槽内拉出。该方法导致模盒更换不便、耗时较长以及模盒更换效率低下。
技术实现思路
1、本实用新型的目的在于解决现有更换模盒方式更换效率低以及耗时长的问题。本实用新型提供了一种模盒更换工装,灵活设计,便于对模盒进行更换,从而减少模盒更换时间,提高模盒更换的效率。
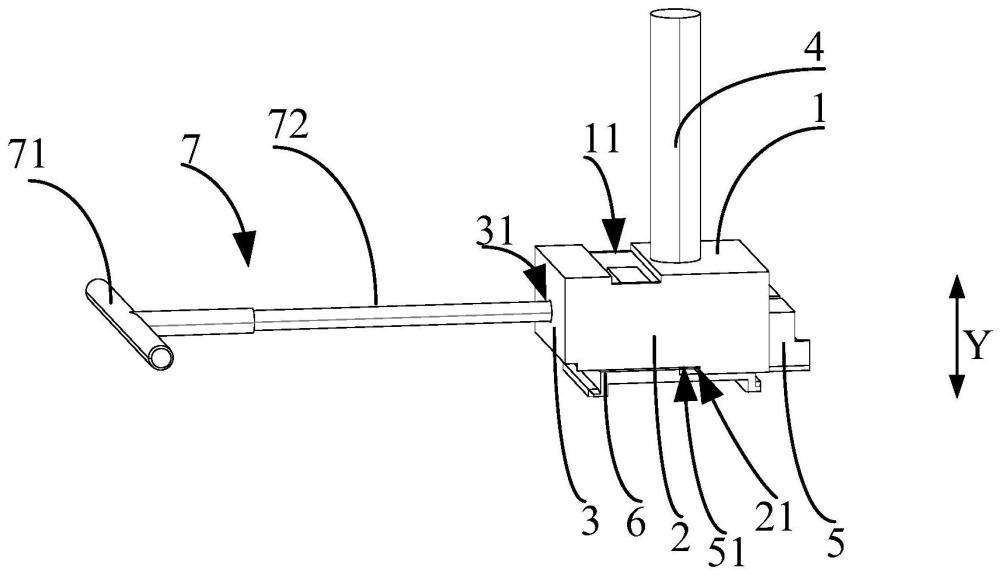
2、为解决上述技术问题,本实用新型的实施方式公开了一种模盒更换工装,用于更换安装于底板上的模盒,模盒和底板之间设有弹片,弹片用于将模盒锁定于底板上,模盒更换工装包括:
3、支撑板;
4、两个压板,沿第一方向间隔设置于支撑板的下方,两个压板均沿第二方向延伸且与支撑板相垂直,第二方向与第一方向相垂直;
5、挡板,沿第二方向延伸,挡板设于两个压板之间,且挡板分别与支撑板和压板相垂直;
6、手持部,设置于支撑板的上方;
7、支撑板、两个压板和挡板共同围合成一空腔,空腔用于容纳模盒,当模盒进入空腔内时,两个压板能够分别按压于弹片的上方,以使弹片产生弹性形变。
8、采用上述技术方案,操作者只需要将模盒插入支撑板、两个压板和挡板所围合成的空腔内,利用压板按压弹片的两端,以解除弹片对于模盒的锁定,然后沿滑槽的延伸方向推拉该模盒更换工装,以使挡板对模盒施加作用力,带动模盒脱离底板,便可完成对模盒的拆卸,从而解决了模盒更换不方便、耗时较长以及更换效率低的问题,缩短了更换模盒的时间,提高了设备的有效作业率。
9、根据本实用新型的另一具体实施方式,本实用新型的实施方式公开了一种推杆和推板,推板设于挡板的内侧,挡板上设置有让位孔,推杆的一端与推板相连,推杆的另一端穿过让位孔伸出至挡板外部。
10、根据本实用新型的另一具体实施方式,本实用新型的实施方式公开了一种模盒上设有凹槽,凹槽靠近挡板所在的一侧,推板卡接于凹槽内。
11、根据本实用新型的另一具体实施方式,本实用新型的实施方式公开了一种推杆设有第一杆体和第二杆体,第一杆体与第二杆体相垂直,第二杆体的一端与第一杆体的中部相连。
12、根据本实用新型的另一具体实施方式,本实用新型的实施方式公开了第二杆体的另一端与推板相抵接。
13、根据本实用新型的另一具体实施方式,本实用新型的实施方式公开了第二杆体的另一端设有外螺纹,第二杆体通过外螺纹与推板螺纹连接。
14、根据本实用新型的另一具体实施方式,本实用新型的实施方式公开了两个压板的底部设有止挡面,止挡面位于弹片的远离挡板的一侧,弹片与止挡面相接触。
15、根据本实用新型的另一具体实施方式,本实用新型的实施方式公开了一种支撑板设置有观察口。
技术特征:
1.一种模盒更换工装,用于更换安装于底板上的模盒,所述模盒和所述底板之间设有弹片,所述弹片用于将所述模盒锁定于所述底板上,其特征在于,所述模盒更换工装包括:
2.如权利要求1所述的模盒更换工装,其特征在于,还包括推杆和推板,所述推板设于所述挡板的内侧,所述挡板上设置有让位孔,所述推杆的一端与所述推板相连,所述推杆的另一端穿过所述让位孔伸出至所述挡板外部。
3.如权利要求2所述的模盒更换工装,其特征在于,所述模盒上设有凹槽,所述凹槽靠近所述挡板所在的一侧,所述推板卡接于所述凹槽内。
4.如权利要求3所述的模盒更换工装,其特征在于,所述推杆设有第一杆体和第二杆体,所述第一杆体与所述第二杆体相垂直,所述第二杆体的一端与所述第一杆体的中部相连。
5.如权利要求4所述的模盒更换工装,其特征在于,所述第二杆体的另一端与所述推板相抵接。
6.如权利要求4所述的模盒更换工装,其特征在于,所述第二杆体的另一端设有外螺纹,所述第二杆体通过所述外螺纹与所述推板螺纹连接。
7.如权利要求4或5所述的模盒更换工装,其特征在于,两个所述压板的底部设有止挡面,所述止挡面位于所述弹片的远离所述挡板的一侧,所述弹片与所述止挡面相接触。
8.如权利要求1所述的模盒更换工装,其特征在于,所述支撑板设置有观察口。
技术总结
本技术公开了一种模盒更换工装,用于更换安装于底板上的模盒,模盒和底板之间设有弹片,弹片用于将模盒锁定于底板上,模盒更换工装包括:支撑板;两个压板,沿第一方向间隔设置于支撑板的下方,两个压板均沿第二方向延伸且与支撑板相垂直,第二方向与第一方向相垂直;挡板,沿第二方向延伸,挡板设于两个压板之间,且挡板分别与支撑板和压板相垂直;手持部,设置于支撑板的上方;支撑板、两个压板和挡板共同围合成一空腔,空腔用于容纳模盒,当模盒进入空腔内时,两个压板能够分别按压于弹片的上方,以使弹片产生弹性形变。本技术能够减少模盒更换时间,提高模盒更换的效率。
技术研发人员:王兴会,余显峰,周懿,代龙,鲍春龙,田柯,刘德强
受保护的技术使用者:贵州中烟工业有限责任公司
技术研发日:20240322
技术公布日:2025/3/3
- 还没有人留言评论。精彩留言会获得点赞!