一种生瓷片自动印刷机的料框运输定位机构的制作方法
本技术涉及生瓷片印刷,具体地涉及一种生瓷片自动印刷机的料框运输定位机构。
背景技术:
1、htcc陶瓷发热片就是高温共烧陶瓷发热片,是一以采用材料为钨、钼、钼、锰等高熔点金属发热电阻浆料按照发热电路设计的要求,印刷于92~96%的氧化铝流延陶瓷生坯上,即生瓷片,再用4~8%的烧结助剂然后多层叠合,在1500~1600℃下高温下共烧成一体,因此,具有耐腐蚀、耐高温、使用寿命长、高效节能、温度均匀、导热性好、热补偿速度快等优点。
2、目前采用丝网印刷机构在生瓷片上印刷电路图形,丝网印刷机构的网版预先设置有图形,图形中留空的区域是用于对生瓷片进行金属化的区域,留空的区域供金属浆料从网版透过并印刷在生瓷片上。工作人员站在上料位置,手动将一块生瓷片水平放置在载台上,在ccd对位后,载台再移动到网版的下方,然后刮刀组件刮动网版上的金属浆料,金属浆料被印刷在生瓷片上,得到生瓷片印刷品,最后载台移动到下料位置,工作人员手动从载台取走生瓷片印刷品。
3、当大批量地在生瓷片印刷电路图形时,工作人员手动逐个放置生瓷片以及手动逐个取走生瓷片印刷品,是十分繁琐的操作,生产效率低下。
4、因此,需要一种生瓷片自动印刷机,自动抓取生瓷片,在生瓷片印刷电路图形后,自动取走生瓷片印刷品,提高生产效率。而如何提供一种生瓷片自动印刷机的料框运输定位机构,用于运输生瓷片,配合自动抓取生瓷片的动作,是本领域亟待解决的一个技术问题。
技术实现思路
1、本实用新型要解决的技术问题,在于提供一种生瓷片自动印刷机的料框运输定位机构。
2、本实用新型是这样实现的:一种生瓷片自动印刷机的料框运输定位机构,包括:
3、第一机架、料框和伺服运输组件;
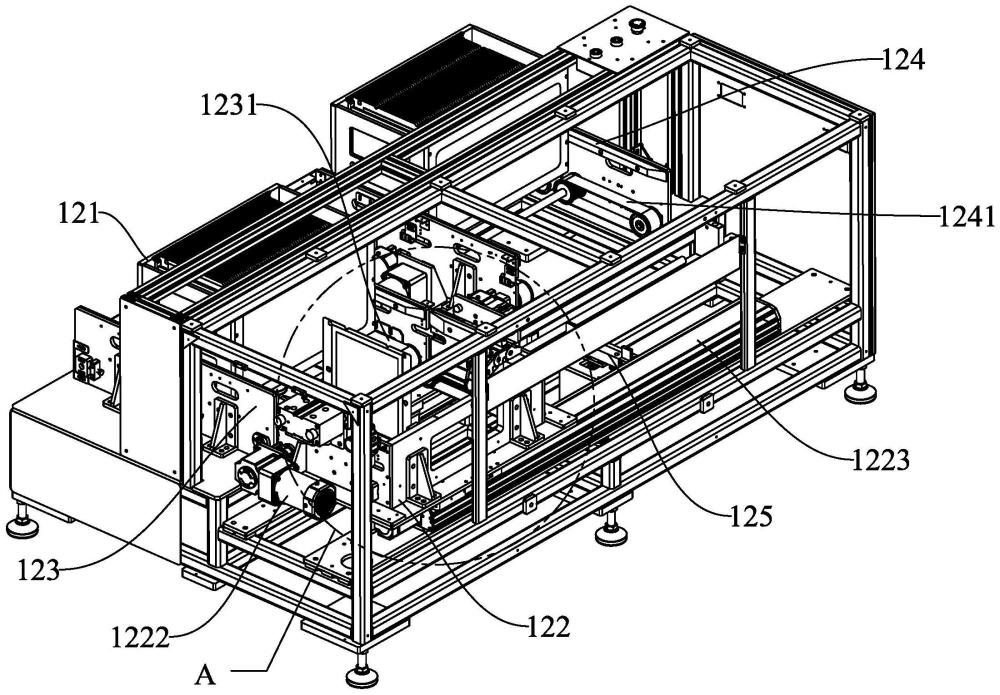
4、所述第一机架的顶板开设有取放口,所述伺服运输组件安装在所述第一机架的底板,所述料框放置在所述伺服运输组件,所述料框能经过所述取放口的下方,所述料框具有多个分隔槽,所述分隔槽用于放置竖直状态的生瓷片;
5、所述伺服运输组件包括运输料台、伺服电机、直线导轨、第一夹板、第二夹板、第一夹持驱动器和第二夹持驱动器,所述直线导轨固定设置在所述取放口的下方,所述运输料台与所述直线导轨滑动连接,所述伺服电机控制所述运输料台的移动状态,所述第一夹板与所述运输料台的前侧通过所述第一夹持驱动器连接,所述第二夹板与所述运输料台的后侧通过所述第二夹持驱动器连接,所述料框放置在所述第一夹板与第二夹板之间。
6、进一步地,还包括:满料框运入组件和空料框运出组件;
7、所述满料框运入组件位于所述直线导轨的入口,所述空料框运出组件位于所述直线导轨的出口;
8、所述伺服运输组件还包括第一运输带、料框接收传感器、料框发送传感器,所述第一运输带安装在所述第一夹板与第二夹板之间,所述料框接收传感器安装在所述直线导轨的入口,所述料框发送传感器安装在所述直线导轨的出口,所述运输料台的左侧为料框出入口,右侧为挡板;
9、所述满料框运入组件包括第二运输带和满料框到位传感器,所述满料框到位传感器安装在所述第二运输带的出口;
10、所述空料框运出组件包括第三运输带和空料框到位传感器,所述空料框到位传感器安装在所述第三运输带的出口。
11、进一步地,还包括:气缸顶料组件,所述气缸顶料组件安装在所述第一机架的底板,还位于所述取放口的正下方;
12、所述料框的底部开设有顶料口与支撑板,所述气缸顶料组件能穿过所述顶料口并且顶升所述竖直状态的生瓷片。
13、与背景技术相比,本实用新型的优点在于:工作人员先将多个待印刷的生瓷片以竖直状态放在料框,装满生瓷片的料框在进入运输料台后,第一夹板与第二夹板同时夹住料框,防止运输料台在取放口下方作步进移动时料框产生晃动使生瓷片的取放位置跑偏,提高取放生瓷片的精度与稳定性。料框里的生瓷片逐个移动经过取放口,用于运输生瓷片,配合生瓷片自动印刷机自动抓取生瓷片的动作;从料框自动取走一个生瓷片,料框步进移动使下一个生瓷片对准生瓷片上料装置的取放口,提高生产效率。
技术特征:
1.一种生瓷片自动印刷机的料框运输定位机构,其特征在于,包括:
2.根据权利要求1所述的一种生瓷片自动印刷机的料框运输定位机构,其特征在于,还包括:满料框运入组件和空料框运出组件;
3.根据权利要求1所述的一种生瓷片自动印刷机的料框运输定位机构,其特征在于,还包括:气缸顶料组件,所述气缸顶料组件安装在所述第一机架的底板,还位于所述取放口的正下方;
技术总结
本技术涉及生瓷片印刷技术领域,提供一种生瓷片自动印刷机的料框运输定位机构,包括:第一机架、料框和伺服运输组件;第一机架的顶板开设有取放口,伺服运输组件安装在第一机架的底板,料框放置在伺服运输组件,料框能经过取放口的下方,料框具有多个分隔槽,分隔槽用于放置竖直状态的生瓷片;伺服运输组件包括运输料台、伺服电机、直线导轨、第一夹板、第二夹板、第一夹持驱动器和第二夹持驱动器。本技术的优点在于:工作人员先将多个待印刷的生瓷片以竖直状态放在料框,装满生瓷片的料框在进入运输料台后,第一夹板与第二夹板同时夹住料框,料框的生瓷片逐个移动经过取放口,用于运输生瓷片,配合自动抓取生瓷片的动作。
技术研发人员:罗光裕
受保护的技术使用者:厦门亿森荣科技有限公司
技术研发日:20240325
技术公布日:2024/10/31
- 还没有人留言评论。精彩留言会获得点赞!