一种单/多包机的后压板吹气装置的制作方法
本技术涉及包装机械领域,尤其涉及一种单/多包机的后压板吹气装置。
背景技术:
1、抽纸包装机是将叠好的软抽纸进行包装的机器,卷膜输送机构将包装膜传输至机器包装工作位置,而送料机构负责将叠好的软抽纸送入包装机包装工作位置,并协调动作对软抽纸进行包装,封装/烫封机构进行中部和两侧的封边。封装烫封的过程是通过前压板将纸巾推到一整张包膜内,形成上、下、左、右、后五个面的包膜,下一步,后压板压住上包膜,下包膜应该先于上包膜向上折叠,但由于重力原因,上包膜垂落向下,但是下包膜还未向上折叠,导致包膜顺序错误,造成包膜顶封不良,包膜损耗增加,影响包装机效率及成本增加。
技术实现思路
1、实用新型目的:本实用新型的目的是提供一种减少包膜顺序错误的单/多包机的后压板吹气装置。
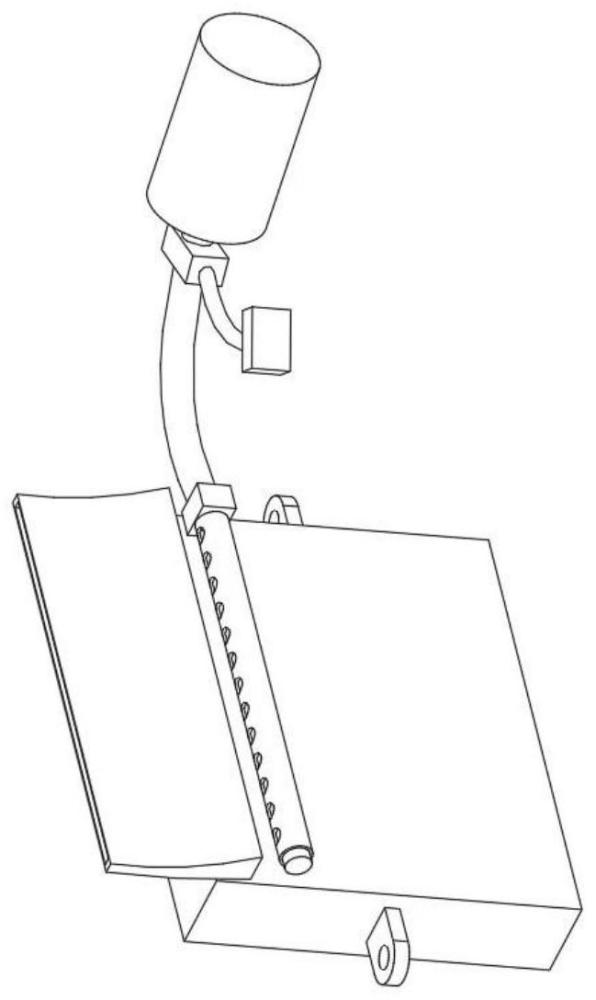
2、技术方案:本实用新型所述单/多包机的后压板吹气装置,安装在单/多包机的包膜封装/烫封机构上,所述后压板吹气装置包括后压板、气源和气管,后压板用于压住上包膜,所述气管安装在后压板上表面且靠近上包膜一侧,所述气管朝向上包膜一侧开设有若干个气孔,气流吹向上包膜的上方形成负压,与上包膜的下方形成压差,上包膜被向上吸起。
3、优选的,所述气源和气管之间通过软管连接,软管上设有电磁阀和流量阀。
4、优选的,所述电磁阀由plc控制器控制。
5、优选的,所述后压板吹气装置还包括导向板,导向板贯穿设有导风区。
6、优选的,所述导向板转动安装在气管前方。
7、优选的,所述导向板为厚度逐渐变小的弧形板,弧形板圆心位于远离上包膜一侧。
8、优选的,所述气管为直径3-10mm空心圆管,圆管一端封闭,另一端与软管连接,所述气孔为直径0.2-0.8mm的圆孔。
9、优选的,所述流量阀的气体流量为0.1-0.5mpa。
10、优选的,所述plc控制器控制电磁阀切换时间为0.5-1.2s。
11、有益效果:本实用新型与现有技术相比,具有如下优点:本实用新型结构简单、易于在现有包装机上改装,可以降低包膜损耗,提升包装机效率,降低包膜及人工成本,不需要人工拆包之后返工。
技术特征:
1.一种单/多包机的后压板吹气装置,安装在单/多包机的包膜封装/烫封机构上,其特征在于,所述后压板吹气装置包括后压板(1)、气源(2)和气管(3),后压板用于压住上包膜,所述气管安装在后压板上表面且靠近上包膜一侧,所述气管朝向上包膜一侧开设有若干个气孔(4),气流吹向上包膜的上方形成负压,与上包膜的下方形成压差,上包膜被向上吸起。
2.根据权利要求1所述单/多包机的后压板吹气装置,其特征在于,所述气源和气管之间通过软管(5)连接,软管上设有电磁阀(6)和流量阀(7)。
3.根据权利要求2所述单/多包机的后压板吹气装置,其特征在于,所述电磁阀由plc控制器(8)控制。
4.根据权利要求1所述单/多包机的后压板吹气装置,其特征在于,所述后压板吹气装置还包括导向板(9),导向板贯穿设有导风区(10)。
5.根据权利要求4所述单/多包机的后压板吹气装置,其特征在于,所述导向板转动安装在气管前方。
6.根据权利要求4所述单/多包机的后压板吹气装置,其特征在于,所述导向板为厚度逐渐变小的弧形板,弧形板圆心位于远离上包膜一侧。
7.根据权利要求2所述单/多包机的后压板吹气装置,其特征在于,所述气管为直径3-10mm空心圆管,圆管一端封闭,另一端与软管连接,所述气孔为直径0.2-0.8mm的圆孔。
8.根据权利要求2所述单/多包机的后压板吹气装置,其特征在于,所述流量阀的气体流量为0.1-0.5mpa。
9.根据权利要求3所述单/多包机的后压板吹气装置,其特征在于,所述plc控制器控制电磁阀切换时间为0.5-1.2s。
技术总结
本技术公开了一种单/多包机的后压板吹气装置,安装在单/多包机的包膜封装/烫封机构上,所述后压板吹气装置包括后压板、气源和气管,后压板用于压住上包膜,所述气管安装在后压板上表面且靠近上包膜一侧,所述气管朝向上包膜一侧开设有若干个气孔,气流吹向上包膜的上方形成负压,与上包膜的下方形成压差,上包膜被向上吸起。本技术结构简单、易于在现有包装机上改装,可以降低包膜损耗,提升包装机效率,降低包膜及人工成本,不需要人工拆包之后返工。
技术研发人员:张基星,黄锦华,王亚娟,庾涛
受保护的技术使用者:金红叶纸业(南通)有限公司
技术研发日:20240403
技术公布日:2024/11/14
- 还没有人留言评论。精彩留言会获得点赞!