一种PACK生产线的上料机构的制作方法
本技术涉及电池加工,尤其涉及一种pack生产线的上料机构。
背景技术:
1、pack生产线的上料机构在锂电池制造过程中具有至关重要的作用,它的意义主要体现在提高生产效率、确保产品质量以及降低生产成本,通过自动化设备将原材料或半成品准确、快速地放置到指定位置的一种机械装置,它通常由上料架、输送带、定位装置、夹取装置等组成,能够实现物料的自动上料、定位、夹取和放置,大大提高了生产效率和产品质量。
2、经检索,专利号“cn219602468u”文案中提到了“本实用新型涉及一种锂电池pack生产线的上料机构。属于锂电池生产领域,包括固定块和工作台,所述固定块的后端固定连接有定量机构,所述定量机构包括进料管、限位板、拨片、加固块、转轴、连接块、伸缩弹簧,所述进料管的内部一侧固定连接有加固块,所述加固块的内部活动连接有转轴”,其在使用时,圆形锂电池在两个拨片上进行停留,随着加入的圆形锂电池越来越多,两个拨片承受很大的压力,两个拨片随着压力变大,带动转轴在加固块内部进行旋转,然后推动连接块进行移动,对伸缩弹簧进行压力,随着压力越来越大,两个拨片旋转的角度也越来越大,伸缩弹簧受力形变回缩,且圆形锂电池到达一定重量时,两个拨片呈现角度打开,从而能够更好的均匀上料,但是,在锂电池进行检测过程中,单纯对电池的重量检测容易造成电池本身的结构不足造成疏漏,而且电池在上料过程中,电池本身的方向以及角度不在刚好的使用角度,从而在使用过程中需要人工进行检测位置的问题。
3、于是,我们提供了一种pack生产线的上料机构解决以上问题。
技术实现思路
1、本实用新型的目的在于提供一种pack生产线的上料机构,解决上述背景技术中提出的问题。
2、为实现上述目的,本实用新型提供如下技术方案:一种pack生产线的上料机构,包括总架和电池上料机构,所述总架的上侧安装有电池上料机构;
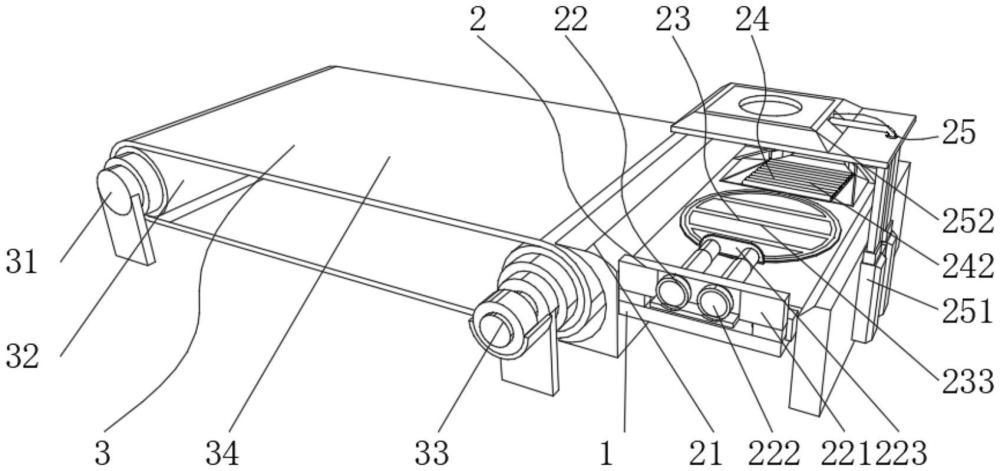
3、所述电池上料机构包括c形架、电池推送组件、角度调节组件、电池上料组件和电池检测组件,所述总架的左侧安装有c形架,所述总架的上侧安装有电池推送组件,所述总架的中间安装有角度调节组件,所述总架的后侧安装有电池上料组件,所述总架的右侧安装有电池检测组件。
4、优选地,所述c形架与总架之间为焊接,所述c形架为c形结构。
5、优选地,所述电池推送组件包括垫板、液压推杆和推板,所述总架的前侧焊接有垫板,所述垫板的内侧焊接有液压推杆,所述液压推杆的末端安装有推板。
6、优选地,所述角度调节组件包括角度调节旋转电机、旋转轴和旋转板,所述总架的下侧安装有角度调节旋转电机,所述角度调节旋转电机的上侧安装有旋转轴,所述旋转轴的上侧安装有旋转板。
7、优选地,所述电池上料组件包括送料架、转动滚轴、调节架、微推液压泵和限位板,所述总架的后侧安装有送料架,所述送料架的中间均设置有转动滚轴,所述送料架的后侧焊接有调节架,所述调节架的中间均设置有微推液压泵,所述微推液压泵的中间均设置有限位板。
8、优选地,所述微推液压泵与限位板之间为焊接,所述微推液压泵与限位板之间左右成组对称呈现。
9、优选地,所述电池检测组件包括电动检测器、顶板、补光灯和视觉扫描器,所述总架的右侧焊接有电动检测器,所述电动检测器的上侧焊接有顶板,所述顶板的中间安装有补光灯,所述补光灯的中间安装有视觉扫描器。
10、优选地,所述c形架的左侧安装有输料组件,所述输料组件包括运输总架、滚动杆、滚动电机和传送带,所述c形架的左侧设置有运输总架,所述运输总架的中间安装有滚动杆,所述滚动杆的前侧安装有滚动电机,所述滚动杆的外侧安装有传送带。
11、与现有技术相比,本实用新型的有益效果是:
12、1、通过电池上料机构的设置,当需要使用时,角度调节旋转电机会通过旋转轴带动旋转板进行旋转,这样可以保证所有电池在后续操作时,始终保持同一个方向和位置,便于后续的操作,垫板内的液压推杆会通过推动推板,将电池推出,从而让检查结束后的电池进行下一步操作,电池被推板推到送料架内的转动滚轴上,再经由转动滚轴滑入调节架内进行输送,这样可以避免由于角度问题,导致电池停滞在一个位置不同。
13、2、通过电池上料机构的设置,当需要使用时,c形架可直接将传送带上的电池铲到c形架上,进行移动,从而减少了电池在搬运过程中电子设备的触碰,防止电池原件出现损伤,根据电池宽度,控制微推液压泵,将限位板的角度保持在一定的宽度内,这样可以降低电池在滑落时,由于角度问题而发生朝向角度发生侧翻的问题,并且可对角度进行一定的约束,视觉扫描器会对电池进行视频扫描,观察电池的所面对角度以及是否损坏,并且补光灯进行灯光补充,最后数据汇总到电动检测器内进行数据分析,与整体设备相配合。
技术特征:
1.一种pack生产线的上料机构,包括总架(1)和电池上料机构(2),其特征在于:所述总架(1)的上侧安装有电池上料机构(2);
2.根据权利要求1所述的一种pack生产线的上料机构,其特征在于,所述c形架(21)与总架(1)之间为焊接,所述c形架(21)为c形结构。
3.根据权利要求1所述的一种pack生产线的上料机构,其特征在于,所述电池推送组件(22)包括垫板(221)、液压推杆(222)和推板(223),所述总架(1)的前侧焊接有垫板(221),所述垫板(221)的内侧焊接有液压推杆(222),所述液压推杆(222)的末端安装有推板(223)。
4.根据权利要求1所述的一种pack生产线的上料机构,其特征在于,所述角度调节组件(23)包括角度调节旋转电机(231)、旋转轴(232)和旋转板(233),所述总架(1)的下侧安装有角度调节旋转电机(231),所述角度调节旋转电机(231)的上侧安装有旋转轴(232),所述旋转轴(232)的上侧安装有旋转板(233)。
5.根据权利要求1所述的一种pack生产线的上料机构,其特征在于,所述电池上料组件(24)包括送料架(241)、转动滚轴(242)、调节架(243)、微推液压泵(244)和限位板(245),所述总架(1)的后侧安装有送料架(241),所述送料架(241)的中间均设置有转动滚轴(242),所述送料架(241)的后侧焊接有调节架(243),所述调节架(243)的中间均设置有微推液压泵(244),所述微推液压泵(244)的中间均设置有限位板(245)。
6.根据权利要求5所述的一种pack生产线的上料机构,其特征在于,所述微推液压泵(244)与限位板(245)之间为焊接,所述微推液压泵(244)与限位板(245)之间左右成组对称呈现。
7.根据权利要求1所述的一种pack生产线的上料机构,其特征在于,所述电池检测组件(25)包括电动检测器(251)、顶板(252)、补光灯(253)和视觉扫描器(254),所述总架(1)的右侧焊接有电动检测器(251),所述电动检测器(251)的上侧焊接有顶板(252),所述顶板(252)的中间安装有补光灯(253),所述补光灯(253)的中间安装有视觉扫描器(254)。
8.根据权利要求1所述的一种pack生产线的上料机构,其特征在于,所述c形架(21)的左侧安装有输料组件(3),所述输料组件(3)包括运输总架(31)、滚动杆(32)、滚动电机(33)和传送带(34),所述c形架(21)的左侧设置有运输总架(31),所述运输总架(31)的中间安装有滚动杆(32),所述滚动杆(32)的前侧安装有滚动电机(33),所述滚动杆(32)的外侧安装有传送带(34)。
技术总结
本技术提供一种PACK生产线的上料机构,涉及电池加工技术领域,包括总架和电池上料机构,所述总架的上侧安装有电池上料机构,通过电池上料机构的设置,当需要使用时,C形架可直接将传送带上的电池铲到C形架上,进行移动,从而减少了电池在搬运过程中电子设备的触碰,防止电池原件出现损伤,根据电池宽度,控制微推液压泵,将限位板的角度保持在一定的宽度内,这样可以降低电池在滑落时,由于角度问题而发生朝向角度发生侧翻的问题,并且可对角度进行一定的约束,视觉扫描器会对电池进行视频扫描,观察电池的所面对角度以及是否损坏,并且补光灯进行灯光补充,最后数据汇总到电动检测器内进行数据分析,与整体设备相配合。
技术研发人员:韦爱军
受保护的技术使用者:江苏戨达新能源装备有限公司
技术研发日:20240531
技术公布日:2025/1/13
- 还没有人留言评论。精彩留言会获得点赞!