一种联轴器工件自动化输送的线性高架机械手输送装置的制作方法
本申请涉及机械手的,尤其是一种联轴器工件自动化输送的线性高架机械手输送装置。
背景技术:
1、一种联轴器工件自动化输送的线性高架机械手输送装置是一种自动化设备,主要用于在生产线中实现物料的自动输送和搬运。它结合了机械手和输送装置的功能,通过机械手臂进行抓取和搬运,同时利用输送装置进行物料的直线传输。
2、但是现有技术中为了使得机械手抓取工件更加的稳固,通常会对机械手输出较大的功率,使得机械手牢牢的夹住工件,但这也导致机械手夹持工件时,对工件造成损耗,现有技术虽然可以通过在机械手的夹持板上套设柔性防护套,来减少对工件造成损耗,但是柔性防护套使用一段时间后会出现磨损,时常需要更换,导致使用成本较高,为此需要一种联轴器工件自动化输送的线性高架机械手输送装置。
技术实现思路
1、针对现有技术不足,本申请的目的是,提供一种联轴器工件自动化输送的线性高架机械手输送装置,用于解决现有技术中机械手夹持工件时,会对工件造成损耗的技术问题。
2、本申请上述目的是通过以下技术方案得以实现的:一种联轴器工件自动化输送的线性高架机械手输送装置,包括安装支架、安装在安装支架上的机械手以及安装在安装支架上用于控制机械手移动的控制装置,所述机械手上设有两块用于夹持工件的夹持板,且夹持板电路连接控制装置,所述夹持板上设有防止机械手损耗工件的辅助夹持装置。
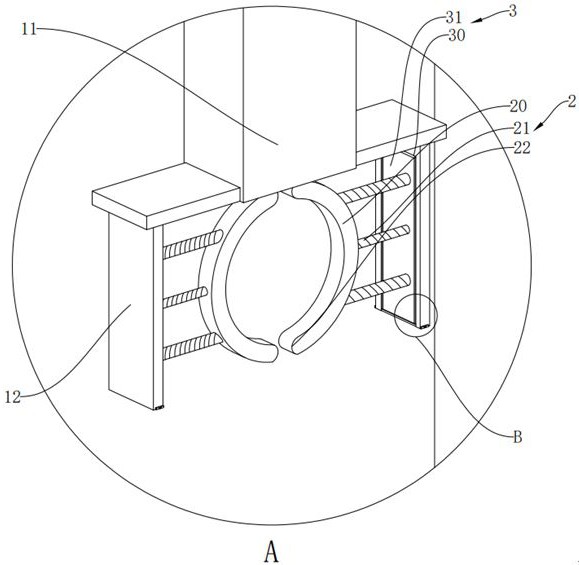
3、进一步的,所述辅助夹持装置包括分别设置在两块夹持板上的弧形夹条以及安装在夹持板上用于推动两个弧形夹条相互靠近的支撑弹簧,两个所述弧形夹条相对设置。
4、通过采用上述技术方案,机械手夹持工件时,先通过控制装置控制夹持板相互远离,然后移动机械手使得工件位于两个弧形夹条之间,然后控制夹持板相互靠近,使得工件被两个弧形夹条夹住,弧形夹条夹住工件后因为支撑弹簧能够给弧形夹条提供一定的缓冲,从而使得弧形夹条只是紧紧的贴附在工件上,并通过自身的形状配合夹持住工件,这样就可以减少弧形夹条与工件的刚性接触,从而防止弧形夹条损耗工件,实现了防止机械手夹持工件时,损耗工件的目的。
5、进一步的,所述弧形夹条下端设有圆弧部。
6、通过采用上述技术方案,弧形夹条下端的圆弧部可以使得机械手夹持外径相近于两个弧形夹条内径的工件时,无需驱动两块夹持板相互远离,只需控制机械手使得两个弧形夹条中间的部分对准工件的轴心,然后控制机械手下降,即可使得工件挤开两个弧形夹条,移动到两个弧形夹条之间被夹持,使得机械手夹持工件更加的方便。
7、进一步的,所述夹持板上设有便于更换弧形夹条的更换结构。
8、进一步的,所述更换结构包括开设在夹持板上贯通夹持板底面的收纳槽、滑动连接在收纳槽内的支撑板以及设置在收纳槽两侧挤压支撑板的挤压橡胶,所述辅助夹持装置安装在支撑板上,且通过支撑板连接夹持板。
9、通过采用上述技术方案,虽然辅助夹持装置的设置实现了防止机械手夹持工件时,损耗工件的目的,但是在遇到外径尺寸小于两个弧形夹条内径的工件时,弧形夹条无法提供有效的夹持,这时就需要更换两个组合起来内径小于该工件的弧形夹条,但因为支撑弹簧的设置导致更换弧形夹条过于不便,更换结构的设置就解决了这一技术问题,需要更换弧形夹条时,只需拉动支撑板,使其脱离收纳槽,即可将新的带有支撑板的弧形夹条插入收纳槽内,挤压橡胶挤压新的支撑板使其稳固的卡在收纳槽内,使得弧形夹条便于更换。
10、进一步的,所述夹持板底端一侧设有用于防止支撑板脱离收纳槽的限位结构。
11、进一步的,所述限位结构包括开设在夹持板底端两侧且贯通夹持板的限位口以及通过限位口穿过夹持板横置在收纳槽内部下端的限位杆。
12、通过采用上述技术方案,虽然更换结构的设置使得弧形夹条便于更换,但是由于在使用机械手的过程中会出现振动,这就可能导致支撑板被振动着逐渐下移,限位结构的设置就解决了这一技术问题,通过限位结构的设置,安装完新的弧形夹条后,推动限位杆使其穿过夹持板横置在收纳槽内部下端,防止支撑板下移,使得弧形夹条更加的稳定。
13、进一步的,所述支撑弹簧设有多个且沿夹持板的高度方向排列。
14、通过采用上述技术方案,多个支撑弹簧可以使得弧形夹条夹持工件更加的稳固。
15、综上所述,本申请包括以下至少一种有益技术效果:
16、通过辅助夹持装置的设置,实现了机械手夹持工件时,先通过控制装置控制夹持板相互远离,然后移动机械手使得工件位于两个弧形夹条之间,然后控制夹持板相互靠近,使得工件被两个弧形夹条夹住,弧形夹条夹住工件后因为支撑弹簧能够给弧形夹条提供一定的缓冲,从而使得弧形夹条只是紧紧的贴附在工件上,并通过自身的形状配合夹持住工件,这样就可以减少弧形夹条与工件的刚性接触,从而防止弧形夹条损耗工件,防止机械手夹持工件时,损耗工件的目的。
技术特征:
1.一种联轴器工件自动化输送的线性高架机械手输送装置,包括安装支架(1)、安装在安装支架(1)上的机械手(11)以及安装在安装支架(1)上用于控制机械手(11)移动的控制装置(10),所述机械手(11)上设有两块用于夹持工件的夹持板(12),且夹持板(12)电路连接控制装置(10),其特征在于,所述夹持板(12)上设有防止机械手(11)损耗工件的辅助夹持装置(2)。
2.根据权利要求1所述一种联轴器工件自动化输送的线性高架机械手输送装置,其特征在于,所述辅助夹持装置(2)包括分别设置在两块夹持板(12)上的弧形夹条(20)以及安装在夹持板(12)上用于推动两个弧形夹条(20)相互靠近的支撑弹簧(21),两个所述弧形夹条(20)相对设置。
3.根据权利要求2所述一种联轴器工件自动化输送的线性高架机械手输送装置,其特征在于,所述弧形夹条(20)下端设有圆弧部(22)。
4.根据权利要求2所述一种联轴器工件自动化输送的线性高架机械手输送装置,其特征在于,所述夹持板(12)上设有便于更换弧形夹条(20)的更换结构(3)。
5.根据权利要求4所述一种联轴器工件自动化输送的线性高架机械手输送装置,其特征在于,所述更换结构(3)包括开设在夹持板(12)上贯通夹持板(12)底面的收纳槽(30)、滑动连接在收纳槽(30)内的支撑板(31)以及设置在收纳槽(30)两侧挤压支撑板(31)的挤压橡胶(32),所述辅助夹持装置(2)安装在支撑板(31)上,且通过支撑板(31)连接夹持板(12)。
6.根据权利要求5所述一种联轴器工件自动化输送的线性高架机械手输送装置,其特征在于,所述夹持板(12)底端一侧设有用于防止支撑板(31)脱离收纳槽(30)的限位结构(4)。
7.根据权利要求6所述一种联轴器工件自动化输送的线性高架机械手输送装置,其特征在于,所述限位结构(4)包括开设在夹持板(12)底端两侧且贯通夹持板(12)限位口(40)以及通过限位口(40)穿过夹持板(12)横置在收纳槽(30)内部下端的限位杆(41)。
8.根据权利要求2所述一种联轴器工件自动化输送的线性高架机械手输送装置,其特征在于,所述支撑弹簧(21)设有多个且沿夹持板(12)的高度方向排列。
技术总结
本申请涉及机械手的技术领域,具体涉及一种联轴器工件自动化输送的线性高架机械手输送装置,包括安装支架、安装在安装支架上的机械手以及安装在安装支架上用于控制机械手移动的控制装置,机械手上设有两块用于夹持工件的夹持板,且夹持板电路连接控制装置,夹持板上设有防止机械手损耗工件的辅助夹持装置,机械手夹持工件时,先通过控制装置控制夹持板相互远离,然后移动机械手使得工件位于辅助夹持装置之间,然后控制夹持板相互靠近,使得工件被两个辅助夹持装置夹住,辅助夹持装置能够给工件提供一定的缓冲,从而防止弧形夹条损耗工件,实现了防止机械手夹持工件时,损耗工件的目的。
技术研发人员:翁智剑
受保护的技术使用者:浙江奥威特液压机械有限公司
技术研发日:20241203
技术公布日:2025/1/9
- 还没有人留言评论。精彩留言会获得点赞!