流道结构的制作方法
流道结构
【技术领域】
1.本发明涉及注塑模具技术领域,具体是涉及一种流道结构。
背景技术:
2.在注塑成型品时,对于喷嘴前端部分,为了防止熔融的树脂从喷嘴前端的孔中流出,一般要适当降低树脂温度,因此,注射到模具中的树脂的最初部分会变成固化或半固化树脂,这称为冷料。
3.冷料会在成型品表面表现为光泽不好或喷射纹,因此,成型品表面冷料痕明显,导致注塑生产中不良率较高。
4.有鉴于此,实有必要开发一种流道结构,以解决上述成型品表面冷料痕明显的问题。
技术实现要素:
5.因此,本发明的目的是提供一种流道结构,该流道结构能够解决因为充填冷料导致成型品外观不良的问题。
6.为了达到上述目的,本发明采用以下技术方案:
7.一种流道结构,应用于模具中,所述流道结构包括:
8.主流道;
9.分流道,其沿主流道分支出;
10.支流道,其沿分流道分支出,所述支流道包括平直支流道及牛角流道,所述牛角流道与模具的型腔连通向型腔中进胶;
11.冷料槽,设于平直支流道处,所述冷料槽的长度方向与所在的平直支流道垂直设置,所述冷料槽的深度方向沿平直支流道向下延伸。
12.进一步地,所述模具的公模仁中设有入子,所述平直支流道及冷料槽开设于公模仁及入子上,所述牛角流道开设于入子上。
13.更进一步地,所述入子的一端具有挂台,所述挂台卡于公模仁中。
14.进一步地,所述冷料槽为椭圆形槽,且上端开口宽度大于下端宽度。
15.进一步地,所述冷料槽的长度为平直支流道直径的1.5-2倍。
16.进一步地,所述模具为一模两穴,沿主流道分支出两个分流道,各该分流道分支出一个支流道。
17.相较于现有技术,本发明的流道结构,通过在平直支流道处设置冷料槽,在注塑成型过程中,注塑的冷料会随着充填压力进入到冷料槽内,并沉淀于冷料槽的槽底,由此冷料不会进入到模具的型腔中造成成型品表面光泽不好或喷射纹,成型品因不具备冷料而外观良好,良率较高。
【附图说明】
18.图1绘示本发明流道结构于模具中的示意图。
19.图2绘示图1的局部放大示意图。
20.图3绘示图1的俯视图。
21.图4绘示本发明流道结构成型成型品后的组合示意图。
22.图5绘示本发明流道结构成型成型品后的分解示意图。
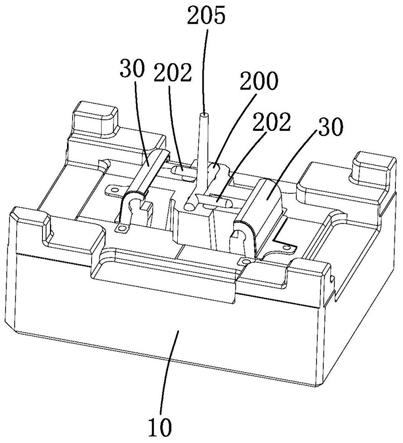
23.图6绘示本发明流道结构成型成型品后的流道余料示意图。
24.图7绘示本发明流道结构中入子的示意图。
【具体实施方式】
25.为对本发明的目的、技术功效及技术手段有进一步的了解,现结合附图详细说明如下。
26.请参阅图1至图3所示,其中图1绘示了本发明流道结构于模具中的示意图,图2绘示了图1的局部放大示意图,图3绘示了图1的俯视图。
27.本发明所述的一种流道结构,应用于模具中,所述模具包括公模仁10及母模仁,所述公模仁10与母模仁组成与成型品30对应的型腔,所述型腔成型成型品30,所述流道结构包括:
28.主流道,其与喷嘴连接,树脂从喷嘴中流入主流道中,为了更清楚地了解流道结构,图1及图3中未视出母模仁,因主流道主要开设于母模仁上,所以图1及图3中未示出主流道,但可参阅图6中流道余料示意图,图6中流道余料20中的主流道余料205与主流道结构对应;
29.分流道100,其沿主流道分支出,树脂由主流道流至分流道100中;
30.支流道101,其沿分流道100分支出,所述支流道101包括平直支流道102及牛角流道103,所述牛角流道103与模具的型腔连通向型腔中进胶,所述牛角流道103适用于成型需要潜伏进胶的成型品;
31.冷料槽104,设于平直支流道102处,所述冷料槽104的长度方向与所在的平直支流道102垂直设置,所述冷料槽104的深度方向沿平直支流道102向下延伸。
32.其中,请参阅图7所示,其绘示了本发明流道结构中入子的示意图。所述模具的公模仁10中设有入子11,所述平直支流道102及冷料槽104开设于公模仁10及入子11上,所述牛角流道103开设于入子11上,由于所述入子11方便更换,因此将入子11替换一部分模仁便于修模。为了使入子11牢固设于公模仁10中,所述入子11的一端具有挂台12,所述挂台12卡于公模仁10中。
33.请参阅图5及图6所示,其中图5绘示了本发明流道结构成型成型品后的分解示意图,图6绘示了本发明流道结构成型成型品后的流道余料示意图。由于流道余料20与流道结构相对应,即所述流道余料20包括主流道余料205、分流道余料200、冷料槽余料204、平直直流道余料202及牛角流道余料203,所述流道余料200能清楚地表现出所述流道结构的具体构造,如图5及图6中所示,所述冷料槽104为椭圆形槽,且上端开口宽度大于下端宽度,方便冷料槽104从模具中脱出;而且,所述冷料槽104的长度为平直支流道直径的1.5-2倍,能够使冷料完全进入到冷料槽104中,进一步防止冷料进入到型腔中成型成型品30。
34.于本实施例中,所述模具为一模两穴,即同时成型两个相同的成型品30,所述主流道与分流道100垂直设置,因此沿主流道向相反的两个方向分支出两个分流道100,各该分流道100分支出一个支流道101。
35.请参阅图4所示,其绘示了本发明流道结构成型成型品后的组合示意图。在成型成型品30时,树脂从喷嘴流经主流道、分流道100后,在支流道101中,注塑树脂中的冷料会随着充填压力进入到冷料槽104内,并沉淀于冷料槽104的槽底,而非冷料的树脂则会经过牛角流道103后进入型腔中成型成型品30,由此冷料不会进入到模具的型腔中造成成型品30表面光泽不好或喷射纹。
36.综上所述,本发明的流道结构,通过在平直支流道102处设置冷料槽104,在注塑成型过程中,冷料会随着充填压力进入到冷料槽104内,并沉淀于冷料槽104的槽底,由此冷料不会进入到模具的型腔中造成成型品30表面光泽不好或喷射纹,成型品30因不具备冷料而外观良好,良率较高。
37.以上结合具体实施例描述了本发明的技术原理,这些描述只是为了解释本发明原理,不能以任何方式解释为对本发明保护范围的限制。基于此处解释,本领域技术人员不需要付出创造性的劳动即可联想到本发明的其它具体实施方式,这些方式都将落入本发明的保护范围之内。
技术特征:
1.一种流道结构,应用于模具中,其特征在于,所述流道结构包括:主流道;分流道,其沿主流道分支出;支流道,其沿分流道分支出,所述支流道包括平直支流道及牛角流道,所述牛角流道与模具的型腔连通向型腔中进胶;冷料槽,设于平直支流道处,所述冷料槽的长度方向与所在的平直支流道垂直设置,所述冷料槽的深度方向沿平直支流道向下延伸。2.根据权利要求1所述的流道结构,其特征在于,所述模具的公模仁中设有入子,所述平直支流道及冷料槽开设于公模仁及入子上,所述牛角流道开设于入子上。3.根据权利要求2所述的流道结构,其特征在于,所述入子的一端具有挂台,所述挂台卡于公模仁中。4.根据权利要求1所述的流道结构,其特征在于,所述冷料槽为椭圆形槽,且上端开口宽度大于下端宽度。5.根据权利要求1所述的流道结构,其特征在于,所述冷料槽的长度为平直支流道直径的1.5-2倍。6.根据权利要求1所述的流道结构,其特征在于,所述模具为一模两穴,沿主流道分支出两个分流道,各该分流道分支出一个支流道。
技术总结
本发明涉及注塑模具技术领域,具体是涉及一种流道结构。所述流道结构包括:主流道;分流道,其沿主流道分支出;支流道,其沿分流道分支出,所述支流道包括平直支流道及牛角流道,所述牛角流道与模具的型腔连通向型腔中进胶;冷料槽,设于平直支流道处,所述冷料槽的长度方向与所在的平直支流道垂直设置,所述冷料槽的深度方向沿平直支流道向下延伸。本发明的流道结构,在注塑成型过程中,注塑的冷料会随着充填压力进入到冷料槽内,并沉淀于冷料槽的槽底,由此冷料不会进入到模具的型腔中造成成型品表面光泽不好或喷射纹,成型品因不具备冷料而外观良好,良率较高。良率较高。良率较高。
技术研发人员:董昌鑫
受保护的技术使用者:苏州汉扬精密电子有限公司
技术研发日:2020.11.06
技术公布日:2022/5/6
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1