一种大口径、高环刚度、节材克拉管及其制造方法与流程
本发明涉及克拉管领域,具体来说,涉及一种大口径、高环刚度、节材克拉管及其制造方法。
背景技术:
克拉管的加工是以缠绕的方式进行的,里层板料外层管料,板料紧贴模具,管料缠在板料的外侧,管料的成型必须有胚管作为依托,管料包覆在胚管的外侧才能成形,目前普片采用pp料做胚管,胚管的大小及耐热变形性对管料的成型和克拉管环刚度的提高有重要影响。由于管料是熔料以管状形式包覆在胚管(也就是单壁波纹管)上,熔料的温度很高,对胚管(也就是单壁波纹管)的耐热性有很高的要求,如果胚管的耐热性及刚性不足则会导致胚管在高温下的塌陷,进而从管口模挤出的熔料会塌陷,整根管子外观不合格且环刚度大幅下降。
克拉管目前已经开发成功的是pe克拉管,这种克拉管主料是pe,胚管用pp料,pe的加工温度一般在150-190℃之间,而pp的加工温度可达230℃,用pp作胚管时实践证明不会塌陷。目前市场上已有主料是pp的克拉管,由于pp的高模量,这种克拉管相对于pe克拉管环刚度会提高近两倍,有很大的市场前景,但存在的问题是由于pp的加工温度在230左右比pe高很多,导致胚管经常被烫瘪掉。特别是对于大口径克拉管需要更大口径的胚管与之匹配,当胚管的直径较大则更容易变形塌陷且外观不合格,最关键的是胚管烫瘪后克拉管材型高下降惯性矩降低,环刚度达不到预期的指标从而大大浪费材料。
针对相关技术中的问题,目前尚未提出有效的解决方案。
技术实现要素:
针对相关技术中的上述技术问题,本发明提出一种大口径、高环刚度、节材克拉管及其制造方法,能够解决上述问题。
为实现上述技术目的,本发明的技术方案是这样实现的:
一种大口径、高环刚度、节材克拉管的制造方法,其特征在于,包括步骤:
s1在胚管上敷一层隔热复合材料;
s2在隔热复合材料上敷一层熔料;
s3将板料紧贴模具形成内层管体;
s4将胚管缠绕板料的外侧制成克拉管。
进一步的,所述隔热复合材料为pe树脂与无机空气隔热填充料的混合物
进一步的,所述无机空气隔热填充料为空心玻璃微珠、空心陶瓷微珠、膨胀珍珠岩中的一种或多种。
进一步的,步骤s4中胚管缠绕时内层管体用内外风冷。
进一步的,所述胚管使用经无机填料改性的pp材料。
进一步的,所述无机填料为玻纤、滑石粉、云母中的一种或多种。
一种大口径、高环刚度、节材克拉管,包括内层管体,所述内层管体的外壁上缠绕有增强肋管,所述增强肋管包括由内之外依次设置的胚管层、隔热层和熔料层,所述熔料层与所述内层管体的外壁熔融焊接。
进一步的,所述胚管层为pp单壁波纹管。
进一步的,所述隔热层为pe树脂与无机空气隔热填充料的混合物。
进一步的,所述熔料层为pp树脂熔料。
本发明的有益效果:
1、胚管在涂覆pp外敷熔料之前先涂覆熔融pe隔热复合材料,这样保证了胚管只与温度较低(130-170℃)的pe隔热复合材料接触而不与230℃左右的pp外敷熔料接触,保证了温度很高的pp外敷熔料的热量被pe隔热复合材料阻隔从而使pp胚管不被烫瘪大大提高pp克拉管环刚度。由于无机空气隔热填充料的加工流动性好,pe隔热复合材料中可以大量加入该填料,隔热层中无机填料增加了pe隔热复合材料的刚性,同时pe隔热复合材料加厚了肋管壁厚进一步提高管材环刚度。
2、用无机填料增强pp料制造胚管提高胚管的刚性及耐高温性保证胚管不会由于外敷重量及高温变形,这样保证了胚管的圆形,同时胚管刚性提高进一步提高管材整体环刚度。管材制造工艺简单,在刚性提高的同时大大节约原材料降低成本特别是对大口径克拉管,管体外形饱满美观、无塌陷。
附图说明
为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
图1是大口径、高环刚度、节材克拉管的示意图;
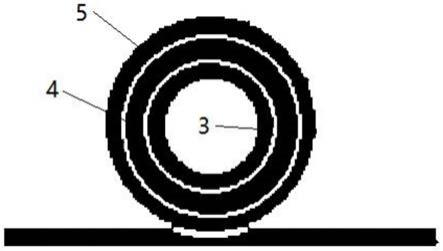
图2是增强肋管的示意图。
图中:1.内层管体,2.增强肋管,3.胚管层,4.隔热层,5.熔料层。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员所获得的所有其他实施例,都属于本发明保护的范围。
根据本发明实施例所述的一种大口径、高环刚度、节材克拉管的制造方法,包括步骤:
s1在胚管上敷一层隔热复合材料;
s2在隔热复合材料上敷一层熔料;
s3将板料紧贴模具形成内层管体;
s4将胚管缠绕板料的外侧制成克拉管。
在本发明的一个具体实施例中,所述隔热复合材料为pe树脂与无机空气隔热填充料的混合物
在本发明的一个具体实施例中,所述无机空气隔热填充料为空心玻璃微珠、空心陶瓷微珠、膨胀珍珠岩中的一种或多种。
在本发明的一个具体实施例中,步骤s4中胚管缠绕时内层管体用内外风冷。
在本发明的一个具体实施例中,所述胚管使用经无机填料改性的pp材料。
在本发明的一个具体实施例中,所述无机填料为玻纤、滑石粉、云母中的一种或多种。
如图1-2所示,一种大口径、高环刚度、节材克拉管,包括内层管体1,所述内层管体1的外壁上缠绕有增强肋管2,所述增强肋管2包括由内之外依次设置的胚管层3、隔热层4和熔料层5,所述熔料层5与所述内层管体1的外壁熔融焊接。
在本发明的一个具体实施例中,所述胚管层3为pp单壁波纹管。
在本发明的一个具体实施例中,所述隔热层4为pe树脂与无机空气隔热填充料的混合物。
在本发明的一个具体实施例中,所述熔料层5为pp树脂熔料。
为了方便理解本发明的上述技术方案,以下通过具体使用方式上对本发明的上述技术方案进行详细说明。
在具体使用时,根据本发明的一种大口径、高环刚度、节材克拉管的制造方法,在胚管与230℃的pp外敷熔料之间敷上一层pe隔热复合材料。本发明pe隔热复合材料,采用pe料(加工温度在130-170℃pe树脂)与无机空气隔热填充料的混合物(该无机空气隔热填充料为空心玻璃微珠、空心陶瓷微珠、膨胀珍珠岩等空气隔热材料中的一种或多种混合物)。胚管在涂覆pp外敷熔料之前先涂覆熔融pe隔热复合材料,这样保证了胚管只与温度较低(130-170℃)的pe隔热复合材料接触而不与230℃左右的pp外敷熔料接触,保证了温度很高的pp外敷熔料的热量被pe隔热复合材料阻隔从而使pp胚管不被烫瘪大大提高pp克拉管环刚度。由于无机空气隔热填充料的加工流动性好,pe隔热复合材料中可以大量加入该填料,隔热层中无机填料增加了pe隔热复合材料的刚性,同时pe隔热复合材料加厚了肋管壁厚进一步提高管材环刚度。
无机空气隔热填料作为一种新型的无机填料,具有以下优点:(1)密度小,且可以在0.2-0.6g/cm3之间进行调节;(2)抗压能力强,可在2-80mpa之间进行调节,因此其在研磨、混合过程中不易破碎;(3)导热系数低,低于0.1w/(m·k),最低可达0.04w/(m·k);(4)稳定性优异,空心微珠属无机非金属材料,晶型稳定,一般不与除氢氟酸外的酸碱反应,因此其具有及其优异的耐腐蚀性;(5)易分散,空心微珠为微米级产品,不会因表面效应而发生团聚,且其为规则的球形,流动性好,因此其在应用过程中极易在基体中均匀分散;(6)高刚性材料,由于空心微珠是一种无机刚性粒子在对pe进行填充改性时可大大提高材料的刚性尤其是弹性模量这对管材提高环刚度有很大帮助。因此以pe(加工温度130-170℃的pe树脂)为基料、以无机空气隔热填料作为隔热填料辅以相关助剂可制备一种热塑性pe隔热复合材料,涂覆在pp胚管的外侧起到保温隔热效果使最外层的pp熔料无法将热流传到pp胚管上保证pp胚管不被烫瘪,大大提高管材的整体环刚度且节约成本。同时由于空气隔热填料的加工流动性好隔热复合材料中可以大量加入该填料,隔热层中无机填料增加了pe隔热复合材料的刚性,同时pe隔热复合材料加厚了肋管壁厚进一步提高管材环刚度。
在pp胚管外敷了两层料一层是pe隔热复合材料第二层是pp熔料,所以pp胚管承受了一定的重量,为了保证胚管不会由于外敷重量而压变形必须增加胚管的刚性。pp胚管的刚性可以通过增加管壁的厚度来保证,也可以通过用无机填料改性增加。实践证明用无机填料(如玻纤、滑石粉、云母等)改性pp可以节约原材料同时可以使胚管的刚性及耐高温性均有明显提高,这样保证了胚管的圆形截面,同时胚管刚性提高进一步提高管材整体环刚度。
制造工艺:管材在专用模具上缠绕成型、模具规格300-4000mm,内层pp板料外层pp管料,管料与板料通过熔融pp树脂粘合在一起;胚管在上缠绕模具前经过两个芯模过第一个芯模时外表涂覆pe隔热复合材料,然后过第二个芯模时涂覆pp熔料然后在模具上缠绕在板料外侧。缠绕时模具上的管体用内外风冷,制造工艺简单。
下表为dn1800大口径pp克拉管性能数据对比。
由下表可见胚管尺寸对克拉管环刚度影响很大,胚管越大环刚度越大,但可以看出普通pp克拉管胚管塌陷比远大于加pe复合隔热层的pp克拉管,所以在相同重量材质下由于普通pp克拉管的型高会低于加pe复合隔热层的pp克拉管,致使其环刚度会大大低于后者且后者大大节材,这种想象随着胚管尺寸越大表现越明显。
在具体使用时,根据本发明的一种大口径、高环刚度、节材克拉管,管材在专用模具上缠绕成型、模具规格1000mm,内层管体1用pp板料,增强肋管2是pp管料,管料与板料通过熔融pp树脂粘合在一起;胚管层3在缠绕模具前经过两个芯模过第一个芯模时外表涂覆pe隔热复合材料然后过第二个芯模时涂覆pp熔料然后在模具上缠绕在板料外侧,缠绕时模具上的管体用内外风冷,制造工艺简单。
隔热层4采用玻璃微珠填充pe的复合材料,由于pe的加工温度控制在130-170℃,同时玻璃微珠有很好的隔热性,保证了胚管层3是圆形不会被烫瘪,提高克拉管材的环刚度;胚管层3采用玻纤增强pp料,玻纤增强可同时提高胚管的刚性及耐热性因此保证了胚管是圆形又提高整个管材的环刚度。
以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
- 还没有人留言评论。精彩留言会获得点赞!