一种高速混合双色注塑机的制作方法
[0001]
本实用新型涉及注塑机领域,尤其涉及一种高速混合双色注塑机。
背景技术:
[0002]
注塑机是将热塑性塑料或热固性塑料利用塑料成型模具制成各种形状的塑料制品的主要成型设备,现有市场中的注塑机种类多样,其中双色注塑机可以将两种不同的塑料混合注塑成型,但是,现有双色注塑机在使用时存在一定的问题。
[0003]
现有双色注塑机在混合注塑时,都只是通过压力将两种颜色的塑料混合在一起,这容易导致两种颜色的塑料混合不均匀,使得注塑的产品同种颜色的塑料堆积在一起,注塑成型的产品成色差,不美观。
技术实现要素:
[0004]
本实用新型所要解决的问题是提供一种高速混合双色注塑机,解决现有双色注塑机在实际使用时存在的上述问题,达到两种颜色的塑料混合均匀,注塑产品成色好的目的。
[0005]
本实用新型解决上述技术问题所采用的技术方案是:一种高速混合双色注塑机,包括工作台,所述工作台呈“凹”字形,所述工作台的上端面均匀设有四个支撑柱,所述支撑柱上安装有两个支撑板,两个所述支撑板之间设置有混合组件。
[0006]
所述混合组件包括设置在两个所述支撑板之间的混合料道,所述混合料道的上端设有与混合半球,所述混合半球的内部设有分料板,所述混合料道的中部内壁均匀设有混合板,所述混合料道的下端内部设有混合机构。
[0007]
优选的,所述混合机构包括设置在所述混合料道下端内壁的辅助板,所述辅助板上通过密封轴承连接有混合扇叶。
[0008]
优选的,上侧的所述支撑板上对称设有两个注塑枪,所述注塑枪的上端安装有料箱,所述注塑枪通过注塑管与所述混合半球相连通。
[0009]
优选的,所述分料板上端呈与所述混合半球内壁相贴合的半圆弧形结构,所述分料板的下端与所述混合料道的内壁相贴合。
[0010]
优选的,所述分料板的内壁之间均匀设有分料杆。
[0011]
优选的,所述混合半球与所述混合料道均为中空结构,且所述混合料道与所述混合半球的内径相等。
[0012]
优选的,所述分料板在所述混合半球内与所述注塑管和混合半球的连通口平行分布。
[0013]
优选的,所述混合板呈螺旋状,且多个混合板在所述混合料道内壁上螺旋分布。
[0014]
与现有技术相比,本实用新型的技术方案具有如下优点:
[0015]
1、本实用新型所提供的一种高速混合双色注塑机,其设置有分料板,能够对混合注塑的两种塑料进行第一次混合;其设置有混合板,能够对两种颜色的塑料进行第二层混合;其设置有混合机构,能够实现对两种颜色的塑料进行第三次混合,三次的混合保障了两
种颜色的塑料混合注塑时,两种颜色的塑料混合效果好的目的。
附图说明
[0016]
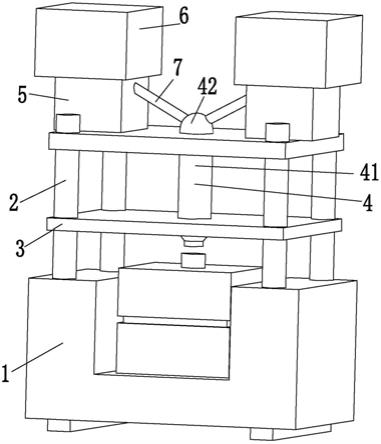
图1为本实用新型的整体结构示意图;
[0017]
图2为本实用新型的支撑板、混合组件和注塑管之间的结构示意图。
[0018]
其中:1工作台、2支撑柱、3支撑板、4混合组件、41混合料道、42混合半球、43分料板、431分料杆、44混合板、45混合机构、46辅助板、47密封轴承、48混合扇叶、5注塑枪、6料箱、7注塑管。
具体实施方式
[0019]
下面结合附图和实施例,对本实用新型的具体实施方式作进一步详细描述。以下实施例用于说明本实用新型,但不用来限制本实用新型的范围。
[0020]
参阅图1至图2,本实用新型提供的技术方案是:一种高速混合双色注塑机,包括工作台1,工作台1呈“凹”字形,工作台1的上端面均匀设有四个支撑柱2,支撑柱2上安装有两个支撑板3,两个支撑板3之间设置有混合组件4。
[0021]
上侧的支撑板3上对称设有两个注塑枪5,注塑枪5的上端安装有料箱6,注塑枪5通过注塑管7与混合半球42相连通;在具体工作时,注塑枪5将料箱6内的塑料经过注塑管7高速输送到混合组件4内,对两者不同颜色的塑料进行混合。
[0022]
参阅图2,混合组件4包括设置在两个支撑板3之间的混合料道41,混合料道41的上端设有混合半球42,混合半球42的内部设有分料板43,混合料道41的中部内壁均匀设有混合板44,混合料道41的下端内部设有混合机构45。
[0023]
第一次混合:分料板43上端呈与混合半球42内壁相贴合的半圆弧形结构,分料板43的下端与混合料道41的内壁相贴合,分料板43的内壁之间均匀设有分料杆431,混合半球42与混合料道41均为中空结构,且混合料道41与混合半球42的内径相等,可以避免混合半球42与混合料道41的连接处因尺寸差产生台阶或缝隙,造成沉积塑料的问题,分料板43在混合半球42内与注塑管7和混合半球42的连通口平行分布,分料板43与注塑管7出料口即注塑管7和混合半球42的连通口的平行分布,保障了两侧的塑料从注塑管7出来后能在分料板43处分料并混合,实现对两种塑料的第一次混合;在具体工作时,两种塑料经过注塑管7进入到混合半球42内,且在混合半球42内的分料板43处即对塑料进行了分料又进行了两种塑料的混合,实现了对两种塑料的第一次混合。
[0024]
第二次混合:混合板44呈螺旋状,且多个混合板44在混合料道41内壁上螺旋分布;在具体工作时,在混合料道41内螺旋分布的螺旋状混合板44能够对两种塑料进行第二次混合,进一步保障了两种塑料的混合均匀。
[0025]
第三次混合:混合机构45包括设置在混合料道41下端内壁的辅助板46,辅助板46上通过密封轴承47连接有混合扇叶48;在具体工作时,由于注塑机高速注射塑料的压力,在塑料经过两道混合后继续向下移动时,会带动混合扇叶48旋转,实现对两种塑料的第三次混合,更进一步地保障了两种塑料的混合均匀。
[0026]
最后,在混合料道41的下端通过连接管与模具的注塑口相连通,实现对模具内注塑的目的,且两种塑料在混合组件4内经过三道混合,保障了两种颜色的塑料混合均匀,进
一步保障了注塑成型的产品成色好。
[0027]
以上仅是本实用新型的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本实用新型技术原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1