一种环氧树脂成型件堵孔装置的制作方法
1.本申请涉及环氧树脂加工技术领域,具体公开了一种环氧树脂成型件堵孔装置。
背景技术:
2.环氧树脂作为一种热固性填补材料在国民经济的各个领域中得到广泛的应用,环氧树脂具有优良的物理机械和电绝缘性能以及与各种填补材料的粘接性能,环氧树脂浇注是将环氧树脂、固化剂和其他配料浇注到设定的模具内,由热固性流体交联固化成热固性制品的过程。目前,环氧树脂的浇注主要采用的使真空浇注工艺,经过原填补材料预处理、混料、浇注、固化、脱模等步骤后成型,但是环氧树脂成型件上会出现许多小孔,需要对小孔进行封堵使得环氧树脂成型件表面平滑,传统的填补方法是人工取料填补,不仅费时费力填补效果还不好。
技术实现要素:
3.本实用新型的目的在于解决环氧树脂成型件表面存在许多小孔难以填补的问题。
4.为了达到上述目的,本实用新型的基础方案提供一种环氧树脂成型件堵孔装置,包括操作箱和固接在操作箱内壁的堵孔机构,所述操作箱一侧面设为开口;
5.堵孔机构包括固接在操作箱内壁的步进电机和储料桶以及对称固接在操作箱侧壁的支撑杆,步进电机电连接有plc控制器,支撑杆自由端之间固接有进料筒,储料桶底部连通有出料管,出料管自由端与进料筒连通,进料筒内转动连接有推动蜗杆,推动蜗杆的一端穿出进料筒并与与步进电机输出轴固接,进料筒远离步进电机的一端连通有喷头。
6.本基础方案的原理及效果在于:
7.1.本实用新型设有堵孔机构,plc控制器控制步进电机旋转一定角度,步进电机的输出轴带动推动蜗杆将进料筒里的填补材料推送到喷头处,填补材料从喷头处喷出到环氧树脂成型件表面的小孔里进行填补。
8.2.与现有技术相比,本实用新型自动出料对环氧树脂成型件表面的小孔进行填补,不需要人工取料填补,相比于传统的人工填补,省时省力,提高了环氧树脂成型件的加工效率。
9.进一步,所述步进电机与推动蜗杆固接处设有联轴器。联轴器用于连接步进电机输出轴和推动蜗杆,使步进电机和推动蜗杆在运动中更加稳固不脱离。
10.进一步,所述喷头与进料筒可拆卸连接,喷头的孔径为 0.2~1mm。喷头可以根据不同环氧树脂成型件上的小孔大小进行更换。
11.进一步,所述喷头的材质为铁,喷头外壁缠绕有线圈,线圈与plc控制器电连接。通电线圈产生磁场吸引铁球移动到喷头处对喷头进行封堵。
12.进一步,所述所述操作箱一侧设有磁铁块,磁铁块上吸附有用于堵住喷头的铁球。铁球可以将喷头堵住防止堵孔装置不工作时填充材料从喷头处流出。
13.进一步,所述操作箱还固接有电机,电机与plc控制器电连接,电机输出轴自由端
固接有用于打磨棒,打磨棒外表面包裹有砂纸。打磨棒可以对填补完成的环氧树脂成型件进一步打磨平滑。
附图说明
14.为了更清楚地说明本申请实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本申请的一些实施例,对于本领域技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
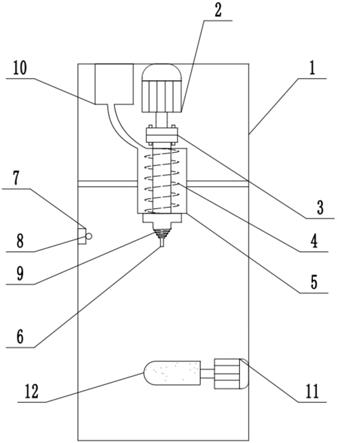
15.图1示出了本申请实施例提出的一种环氧树脂成型件堵孔装置的主视图。
具体实施方式
16.为更进一步阐述本发明为实现预定发明目的所采取的技术手段及功效,以下结合附图及较佳实施例,对依据本发明的具体实施方式、结构、特征及其功效,详细说明如后。
17.说明书附图中的附图标记包括:操作箱1、步进电机2、联轴器3、推动蜗杆4、进料筒5、喷头6、磁铁块7、铁球8、线圈9、储料桶10、电机11、打磨棒12。
18.一种环氧树脂成型件堵孔装置,实施例如图1所示。包括操作箱1和步进电机2,操作箱1前侧设有开口,步进电机2固接在操作箱1的上侧内壁,步进电机2的输出端固接有联轴器3,联轴器3的下端固接有推动蜗杆4,操作箱左侧壁固接有磁铁块7,磁铁块7的表面吸附有铁球8,推动蜗杆4还转动连接有进料筒5,推动蜗杆4设于进料筒5内部,进料筒5的左上端连通有出料管,出料管的上端连通有储料桶10,储料桶10的上端与操作箱1固接,进料筒5的左右两侧均固接有支撑杆,左侧支撑杆的左端和右侧支撑杆的右端均与操作箱1固接,进料筒5的底部设有开口,进料筒5的底部固接有喷头6,喷头6的材质为铁,喷头6外壁缠绕有线圈9;
19.操作箱1右侧内壁还固接有电机11,电机11的输出轴自由端固接有打磨棒12,打磨棒12的外表面包裹有砂纸;
20.步进电机2、电机11和线圈9均与plc控制器电连接。
21.具体工作过程:技术人员将环氧树脂成型件放入到操作箱1 内堵孔机构的喷头6底下,将环氧树脂成型件的小孔位置对准喷头6,plc控制步进电机2启动,步进电机2转动一定角度,步进电机2带动蜗杆旋转,推动蜗杆4旋转推动进料筒5里的填补材料进入喷头6并从喷头6里喷出,喷头6里喷出的填补材料对环氧树脂成型件的小孔进行填补,在此过程中,技术人员不断更换位置对环氧树脂成型件上的小孔进行封堵,储料桶10里的填补材料不断地通过出料管进入到进料筒5里对进料筒5里的填补材料进行补充;
22.当技术人员将环氧树脂成型件表面的所有小孔封堵完毕后, plc控制器控制步进电机2电源关闭,步进电机2停止转动,推动蜗杆4停止将进料筒5里的填补材料推送到喷头6,plc控制器控制线圈9通电,线圈9通电产生磁场,技术人员将磁铁块7上的铁球8取下,将铁球8放到喷头6处,由于铁球8受到吸引力紧紧吸附在喷头6上将喷头6出料的位置堵住,喷头6不再出料;
23.最后,plc控制器控制电机11启动,电机11带动打磨棒12 高速旋转,技术人员将环氧树脂成型件堵孔后需要打磨的位置靠近打磨棒12,打磨棒12上的砂纸对环氧树脂成型件
进行打磨,打磨完毕后plc控制器控制电机11电源关闭,工作结束。
24.本实用新型的堵孔机构对环氧树脂成型件表面的小孔进行填补,填补完毕后再打磨,无需人工取料填补,更加方便,解决了环氧树脂成型件表面存在许多小孔难以填补的问题。
25.以上所述,仅是本发明的较佳实施例而已,并非对本发明作任何形式上的限制,虽然本发明已以较佳实施例揭示如上,然而并非用以限定本发明,任何本领域技术人员,在不脱离本发明技术方案范围内,当可利用上述揭示的技术内容做出些许更动或修饰为等同变化的等效实施例,但凡是未脱离本发明技术方案内容,依据本发明的技术实质对以上实施例所作的任何简介修改、等同变化与修饰,均仍属于本发明技术方案的范围内。
技术特征:
1.一种环氧树脂成型件堵孔装置,其特征在于,包括操作箱和固接在操作箱内壁的堵孔机构,所述操作箱一侧面设为开口;堵孔机构包括固接在操作箱内壁的步进电机和储料桶以及对称固接在操作箱侧壁的支撑杆,步进电机电连接有plc控制器,支撑杆自由端之间固接有进料筒,储料桶底部连通有出料管,出料管自由端与进料筒连通,进料筒内转动连接有推动蜗杆,推动蜗杆的一端穿出进料筒并与步进电机输出轴固接,进料筒远离步进电机的一端连通有喷头。2.根据权利要求1所述的一种环氧树脂成型件堵孔装置,其特征在于,所述步进电机与推动蜗杆固接处设有联轴器。3.根据权利要求1所述的一种环氧树脂成型件堵孔装置,其特征在于,所述喷头与进料筒可拆卸连接,喷头的孔径为0.2~1mm。4.根据权利要求3所述的一种环氧树脂成型件堵孔装置,其特征在于,所述喷头的材质为铁,喷头外壁缠绕有线圈,线圈与plc控制器电连接。5.根据权利要求4所述的一种环氧树脂成型件堵孔装置,其特征在于,所述操作箱一侧设有磁铁块,磁铁块上吸附有用于堵住喷头的铁球。6.根据权利要求1所述的一种环氧树脂成型件堵孔装置,其特征在于,所述操作箱还固接有电机,电机与plc控制器电连接,电机输出轴自由端固接有用于打磨棒,打磨棒外表面包裹有砂纸。
技术总结
本实用新型环氧树脂加工技术领域,具体公开了一种环氧树脂成型件堵孔装置。包括操作箱和固接在操作箱内壁的堵孔机构,所述操作箱一侧设有开口;堵孔机构包括固接在操作箱内壁的步进电机和推动蜗杆,步进电机电连接有PLC控制器,步进电机输出轴自由端与推动蜗杆一端固接,推动蜗杆转动连接有进料筒,进料筒两侧固接有支撑杆,支撑杆自由端均与操作箱侧壁固接,进料筒自由端连通有喷头。本实用新型解决了环氧树脂成型件表面存在许多小孔难以填补的问题。的问题。的问题。
技术研发人员:蔡小辉
受保护的技术使用者:重庆鸣宇电气有限公司
技术研发日:2020.12.30
技术公布日:2021/11/5
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1