一种防缠绕自牵引拉条切粒装置的制作方法
1.本实用新型涉及一种切粒装置,尤其涉及一种防缠绕自牵引拉条切粒装置,该装置尤其适用于对热塑性弹性体材料的切粒造粒。
背景技术:
2.拉条切粒机广泛应用于塑料造粒领域,其设备简单,成本较低,便于使用。其可以将从挤出机挤出后通过水槽等冷却装置的样条切割成长度2
‑
5mm的颗粒。
3.目前使用的拉条切粒机虽然可以实现硬度较高、表面没有粘性的塑料样条的自动牵引切粒,但是若是用作热塑性弹性体如sebs型tpe的切粒,则会因为样条过软、表面过黏、粗细不均等原因粘附在牵引轴与压辊上,进而造成样条缠绕,切粒无法正常进行,同时也不易控制切粒大小。
技术实现要素:
4.本实用新型的目的在于针对现有技术的问题,提供一种防缠绕自牵引拉条切粒装置,该装置尤其可适用于热塑性弹性体材料的切粒,可以防止样条缠绕,提高生产效率,而且可以在获取更好切粒效果的同时调控颗粒大小。
5.本实用新型采用的技术方案如下:
6.一种防缠绕自牵引拉条切粒装置,包括机架、进料口、齿轮状的牵引辊轴、齿轮状的压辊、上限位块、下限位块、配重块、切粒滚刀及出料口;牵引辊轴与下限位块设置于进料口出口处,牵引辊轴嵌入安装于下限位块中,且嵌入深度小于牵引辊轴直径,牵引辊轴由电机控制,压辊设于牵引辊轴上方且压辊与牵引辊轴相啮合,配重块连接于压辊上,上限位块与压辊相连且贴近于压辊外围,切粒滚刀设置于牵引辊轴与压辊的后方,由另一电机控制,出料口设置于切粒滚刀下方。
7.上述技术方案中,进一步的,所述的上限位块设置于压辊与切粒滚刀之间,且形状特定,靠近压辊一侧为平直面且贴近压辊,靠近切粒滚刀一侧为圆弧面,上限位块最下端与压辊相切。
8.进一步的,所述的牵引辊轴嵌入下限位块中的深度大于牵引辊轴的半径。
9.进一步的,所述的压辊包括齿轮状主体和辊轴,在机架两侧对称开有竖直槽,辊轴两端设于机架竖直槽内,使得压辊可沿所述竖直槽上下移动。
10.进一步的,所述的牵引辊轴、切粒滚刀的转速均可独立调节。
11.进一步的,所述的切粒滚刀的刀片呈齿轮式分布,刀面朝向牵引辊轴及压辊一侧,且向下。
12.进一步的,所述的机架底部具有滚轮。
13.本实用新型的有益效果是:
14.本实用新型通过结构设计,可以很好的解决样条切粒时地缠绕问题,采用齿轮状的牵引辊轴与压辊相互啮合,不仅减少与样条触及面积,削弱粘附缠绕的可能性,而且增大
摩擦,提高牵引能力;与牵引辊轴、压辊配套的上、下限位块,可以在样条粘附在牵引辊轴、压辊上时,阻断其继续缠绕,使样条可以顺利被牵引到切粒滚刀,完成切粒;牵引辊轴、压辊、限位块的配合可以防止样条缠绕导致切粒终止的问题,提高生产效率;牵引速度与切粒速度均可调,获取更好切粒效果的同时可以调控颗粒大小。
附图说明
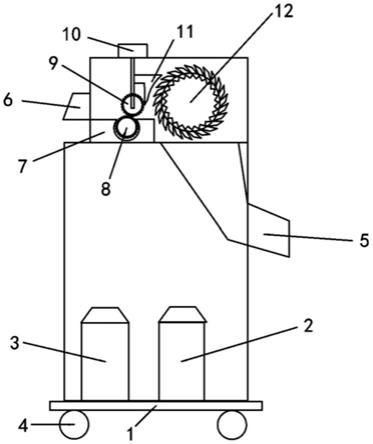
15.图1是本实用新型的结构示意图;
16.图中:1机架,2.第一电机,3.第二电机,4.滚轮,5.出料口,6.进料口,7.下限位块,8.牵引辊轴,9.压辊,10.配重块,11.上限位块,12.切粒滚刀。
具体实施方式:
17.下面结合附图和具体实施例对本实用新型做进一步的说明。
18.如图1所示的一种具体的防缠绕自牵引拉条切粒装置,包括机架1、进料口6、齿轮状的牵引辊轴8、齿轮状的压辊9、上限位块11、下限位块7、配重块10、切粒滚刀12及出料口5;切粒机整体位于机架1上,机架1可通过底部安装的滚轮4移动;切粒机包括上方的切粒腔和下方的机舱,第一电机2、第二电机3位于切粒机下方机舱内,二者均为变频电机,其中第一电机2用于控制牵引辊轴8转速,第二电机3用于控制切粒滚刀12转速;上方切粒腔中,通过进料口6与外部连通,下限位块7形状与牵引辊轴8适应,牵引辊轴8嵌入安装于下限位块中,且嵌入深度大于牵引辊轴8的半径且小于其直径;牵引辊轴8为齿轮状,与压辊9啮合;压辊9为齿轮状,可在垂直方向上移动(所述压辊可以包括齿轮状主体和辊轴,在机架两侧对称开有竖直槽,辊轴两端设于机架竖直槽内,使得压辊可沿所述竖直槽上下移动),与配重块10以及上限位块11相连;配重块10可利用自身重量调控压辊9垂直方向位置以适应样条的粗细;切粒滚刀12设置在牵引辊轴8与压辊9的后方,即样条牵出的方向,上限位块11位于压辊与切粒滚刀之间,且上限位块11形状特定,靠近压辊9一侧为平直面,与压辊9的轴心距离略大于其半径,靠近切粒滚刀12一侧为圆弧状以适应切粒滚刀12的形状,上限位块11的最下端最好与压辊相切以更好的阻断缠绕;切粒滚刀12的刀片呈齿轮式分布,刀面朝向牵引辊轴及压辊一侧,且向下可以有效切割软料;出料口5位于切粒滚刀12下方。
19.工作时,启动第一电机2与第二电机3,将样条通过进料口6伸入切粒机;当样条进入牵引辊轴8与压辊9的啮合处时,样条会将压辊9上抬,而配重块10会利用自重使压辊9下压,由此适应样条粗细;上限位块11和下限位块7可以防止样条缠绕在牵引辊轴8与压辊9上;样条通过牵引辊轴8与压辊9的传动被带至切粒滚刀12处,切粒滚刀12将样条切成2
‑
5mm大小的颗粒,然后通过出料口5排出即可。
20.该结构中,牵引辊轴设计为齿轮状,可减少与样条的接触面积,既可增大摩擦力,有效牵引样条,又通过设计下限位块与其配合,可防止样条在牵引辊轴上缠绕,辊轴转速由电机控制,转速调节范围0
‑
1000r/min;压辊亦为齿轮状,与下方牵引辊轴啮合,增强传输能力,通过与配重块配合,可以自动适应样条粗细;切粒滚刀的转速由电机控制,范围0
‑
1000r/min;牵引辊轴转速与切粒滚刀转速独立可调,获取更好切粒效果的同时可控制颗粒的大小。该结构尤其适用于热塑性弹性体材料的切粒,可以防止样条缠绕,提高生产效率。
技术特征:
1.一种防缠绕自牵引拉条切粒装置,其特征在于,包括机架、进料口、齿轮状的牵引辊轴、齿轮状的压辊、上限位块、下限位块、配重块、切粒滚刀及出料口;牵引辊轴与下限位块设置于进料口出口处,牵引辊轴嵌入安装于下限位块中,且嵌入深度小于牵引辊轴直径,牵引辊轴由电机控制,压辊设于牵引辊轴上方且压辊与牵引辊轴相啮合,配重块连接于压辊上,上限位块与压辊相连且贴近于压辊外围,切粒滚刀设置于牵引辊轴与压辊的后方,由另一电机控制,出料口设置于切粒滚刀下方。2.根据权利要求1所述的防缠绕自牵引拉条切粒装置,其特征在于,所述的上限位块设置于压辊与切粒滚刀之间,靠近压辊一侧为平直面且贴近压辊,靠近切粒滚刀一侧为圆弧面,上限位块最下端与压辊相切。3.根据权利要求1所述的防缠绕自牵引拉条切粒装置,其特征在于,所述的牵引辊轴嵌入下限位块中的深度大于牵引辊轴的半径。4.根据权利要求1所述的防缠绕自牵引拉条切粒装置,其特征在于,所述的压辊包括齿轮状主体和辊轴,在机架两侧对称开有竖直槽,辊轴两端设于机架竖直槽内,使得压辊可沿所述竖直槽上下移动。5.根据权利要求1所述的防缠绕自牵引拉条切粒装置,其特征在于,所述的牵引辊轴、切粒滚刀的转速均可独立调节。6.根据权利要求1所述的防缠绕自牵引拉条切粒装置,其特征在于,所述的切粒滚刀的刀片呈齿轮式分布,刀面朝向牵引辊轴及压辊一侧,且向下。7.根据权利要求1所述的防缠绕自牵引拉条切粒装置,其特征在于,所述的机架底部具有滚轮。
技术总结
本实用新型公开了一种防缠绕自牵引拉条切粒装置,包括机架、进料口、齿轮状的牵引辊轴、齿轮状的压辊、上限位块、下限位块、配重块、切粒滚刀及出料口;本实用新型的装置通过结构设计,可以很好的解决样条切粒时地缠绕问题,采用齿轮状的牵引辊轴与压辊相互啮合,不仅减少与样条触及面积,削弱粘附缠绕的可能性,而且增大摩擦,提高牵引能力;与牵引辊轴、压辊配套的上、下限位块,可以在样条粘附在牵引辊轴、压辊上时,阻断其继续缠绕,使样条可以顺利被牵引到切粒滚刀,完成切粒;该装置尤其可适用于热塑性弹性体材料的切粒,可以防止样条缠绕,提高生产效率,而且可以在获取更好切粒效果的同时调控颗粒大小。果的同时调控颗粒大小。果的同时调控颗粒大小。
技术研发人员:宣梦达 毛家军 郑洋
受保护的技术使用者:浙江正信石油科技有限公司
技术研发日:2020.12.31
技术公布日:2021/11/2
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1