一种印刷光油复合膜的生产方法与流程
1.本发明涉包装膜生产工艺技术领域,具体为一种印刷光油复合膜的生产方法。
背景技术:
2.塑料包装及塑料包装产品在市场上所占的份额越来越大,特别是复合塑料软包装及印刷复合膜已经广泛地应用于食品、医药、化工等领域,其中又以食品包装所占比例最大,比如饮料包装、速冻食品包装、蒸煮食品包装、快餐食品包装等,这些产品都给人们生活带来了极大的便利。
3.现有技术中的印刷薄膜在生产出来后,会因一些原因长期放置在无尘库房内不能及时出售,因长期放置会导致膜间强度达不到要求,如果不能有效找到提高膜间强度的方法,这先技术中生产出的印刷薄膜在长时间存放后将变为废品,无法达到出厂标准,没有任何价值。
4.同时,由于薄膜生产出来之后,超过一段时间之后薄膜间膜间强度会变弱,导致产品在客户使用过程中造成气泡等质量问题。于是,需要找到一种可以提高薄膜膜间强度的工艺方法,使薄膜的性能满足长时间存放的要求。
技术实现要素:
5.本发明要解决的技术问题是克服现有的缺陷,提供一种印刷光油复合膜的生产方法,可以有效解决背景技术中的问题。
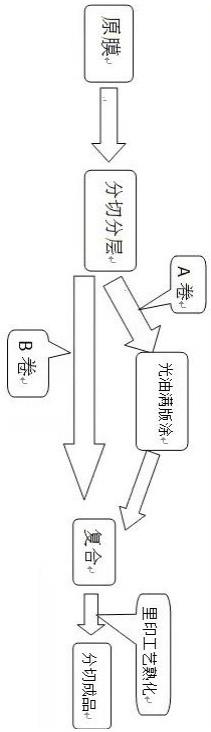
6.为实现上述目的,本发明提出:一种印刷光油复合膜的生产方法,包括以下步骤:s1):分切分层:将膜间强度不够的原膜,通过分切机进行分层分离为a、b两卷;s2):光油涂抹:通过印刷机将光油满版涂覆到a卷原贴合面;s3):复合:将a卷涂光油面与b卷原贴合面进行高温压合;s4):里印工艺熟化:将复合之后的薄膜放置到熟化箱进行熟化,采用里印工艺;熟化完成后,薄膜的膜间强度提升明显,完全可以满足肠衣膜各项技术要求和客户使用要求。
7.进一步的,所述步骤s2中使用的光油为环保uv光油,其组成成分为:紫外线感光树脂25~30份,光引发剂5~8份,活性单体8~20份和助济3~5份,经复合加工而成。
8.进一步的,所述a卷原贴合光油涂抹的厚度控制在2微米。
9.进一步的,所述步骤s1中分切机在对原膜进行分切的过程中,首先将原膜浸泡在70~80℃热水中10~15分钟,分切后的a、b两卷原料分别送入到热风机中进行风干。
10.进一步的,所述步骤s2光油涂抹整个过程在暗箱内操作。
11.进一步的,所述步骤s3中高温压合分四个阶段进行,第一段控制压辊的表面温度为100~120
°
c,第二段控制压辊的表面温度为120~140
°
c,第三段控制压辊的表面温度为140~180
°
c,第四段控制压辊的表面温度为180~220
°
c。
12.进一步的,所述步骤s4中熟化箱的温度控制在180~220℃,熟化20~30分钟。
13.与现有技术相比,本发明的有益效果是:本发明可以有效提高薄膜膜间的强度,使
薄膜的性能满足长时间存放的要求,同时可以解决,现有的印刷薄膜在生产出来长时间储存导致性能下降,只能报废的问题;且薄膜在熟化完成后,薄膜的膜间强度提升明显,完全可以满足肠衣膜各项技术要求和客户使用要求。
附图说明
14.图1为本发明一种印刷光油复合膜的生产方法的流程图。
具体实施方式
15.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
16.请参阅图1,本发明提供以下技术方案:一种印刷光油复合膜的生产方法,包括以下步骤:s1):分切分层:将膜间强度不够的原膜,通过分切机进行分层分离为a、b两卷;s1中分切机在对原膜进行分切的过程中,首先将原膜浸泡在70~80℃热水中10~15分钟,分切后的a、b两卷原料分别送入到热风机中进行风干;s2):光油涂抹:通过印刷机将光油满版涂覆到a卷原贴合面;步骤s2中使用的光油为环保uv光油,a卷原贴合光油涂抹的厚度控制在2微米,环保uv光油组成成分为:紫外线感光树脂25~30份,光引发剂5~8份,活性单体8~20份和助济3~5份,经复合加工而成;光油涂抹整个过程在暗箱内操作;s3):复合:将a卷涂光油面与b卷原贴合面进行高温压合;步骤s3中高温压合分四个阶段进行,第一段控制压辊的表面温度为100~120
°
c,第二段控制压辊的表面温度为120~140
°
c,第三段控制压辊的表面温度为140~180
°
c,第四段控制压辊的表面温度为180~220
°
c;s4):里印工艺熟化:将复合之后的薄膜放置到熟化箱进行熟化,采用里印工艺;步骤s4中熟化箱的温度控制在180~220℃,熟化20~30分钟,熟化完成后,薄膜的膜间强度提升明显,完全可以满足肠衣膜各项技术要求和客户使用要求。
17.本发明好处:本发明可以有效提高薄膜膜间的强度,使薄膜的性能满足长时间存放的要求,同时可以解决,现有的印刷薄膜在生产出来长时间储存导致性能下降,只能报废的问题;且薄膜在熟化完成后,薄膜的膜间强度提升明显,完全可以满足肠衣膜各项技术要求和客户使用要求。
18.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
技术特征:
1.一种印刷光油复合膜的生产方法,其特征在于:包括以下步骤:s1):分切分层:将膜间强度不够的原膜,通过分切机进行分层分离为a、b两卷;s2):光油涂抹:通过印刷机将光油满版涂覆到a卷原贴合面;s3):复合:将a卷涂光油面与b卷原贴合面进行高温压合;s4):里印工艺熟化:将复合之后的薄膜放置到熟化箱进行熟化,采用里印工艺;熟化完成后,薄膜的膜间强度提升明显,完全可以满足肠衣膜各项技术要求和客户使用要求。2.根据权利要求1所述的一种印刷光油复合膜的生产方法,其特征在于:所述步骤s2中使用的光油为环保uv光油,其组成成分为:紫外线感光树脂25~30份,光引发剂5~8份,活性单体8~20份和助济3~5份,经复合加工而成。3.根据权利要求1所述的一种印刷光油复合膜的生产方法,其特征在于:所述a卷原贴合光油涂抹的厚度控制在2微米。4.根据权利要求1所述的一种印刷光油复合膜的生产方法,其特征在于:所述步骤s1中分切机在对原膜进行分切的过程中,首先将原膜浸泡在70~80℃热水中10~15分钟,分切后的a、b两卷原料分别送入到热风机中进行风干。5.根据权利要求1所述的一种印刷光油复合膜的生产方法,其特征在于:所述步骤s2光油涂抹整个过程在暗箱内操作。6.根据权利要求1所述的一种印刷光油复合膜的生产方法,其特征在于:所述步骤s3中高温压合分四个阶段进行,第一段控制压辊的表面温度为100~120
°
c,第二段控制压辊的表面温度为120~140
°
c,第三段控制压辊的表面温度为140~180
°
c,第四段控制压辊的表面温度为180~220
°
c。7.根据权利要求1所述的一种印刷光油复合膜的生产方法,其特征在于:所述步骤s4中熟化箱的温度控制在180~220℃,熟化20~30分钟。
技术总结
本发明提出了一种印刷光油复合膜的生产方法,包括以下步骤:S1):分切分层:将膜间强度不够的原膜,通过分切机进行分层分离为A、B两卷;S1中分切机在对原膜进行分切的过程中,首先将原膜浸泡在70~80℃热水中10~15分钟,分切后的A、B两卷原料分别送入到热风机中进行风干;S2):光油涂抹:通过印刷机将光油满版涂覆到A卷原贴合面;步骤S2中使用的光油为环保UV光油,作本发明可以有效提高薄膜膜间的强度,使薄膜的性能满足长时间存放的要求,同时可以解决,现有的印刷薄膜在生产出来长时间储存导致性能下降,只能报废的问题;且薄膜在熟化完成后,薄膜的膜间强度提升明显,完全可以满足肠衣膜各项技术要求和客户使用要求。肠衣膜各项技术要求和客户使用要求。肠衣膜各项技术要求和客户使用要求。
技术研发人员:张志峰 赵帅鹏 张景波
受保护的技术使用者:洛阳兴瑞新材料科技有限公司
技术研发日:2021.01.04
技术公布日:2022/7/8
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1