核酸吸头侧向双热咀进浇注塑模具的制作方法
1.本发明涉及一种注塑模具,尤其是涉及一种核酸吸头侧向双热咀进浇注塑模具。
背景技术:
2.核酸检测移液吸头(以下简称核酸吸头)是一次性的消耗品,主要用于分子生物学和基因学研究的应用,其在移液器和样品之间有效的形成保护结构,保证吸样和分样的安全性。其形状结构是一种成熟的技术,目前采用的生产方式都是注塑模具注塑成型生产,其一般进浇口设计在产品顶部位置,注塑出来产品的精度和质量有待提高。
技术实现要素:
3.针对上述问题,本发明旨在提供一种核酸吸头侧向双热咀进浇注塑模具,注塑效率高,产品质量好。
4.本发明的技术方案是一种核酸吸头侧向双热咀进浇注塑模具,包括依次连接的隔热板、定模座板、热流道固定板、型腔固定板、推板、型芯固定板和动模座板,所述型腔固定板内设置有型腔镶件和热咀固定镶件,所述推板内设置有推板镶件,所述型腔镶件、热咀固定镶件、推板镶件、型芯固定板、动模座板形成若干个独立的产品填充区域,所述隔热板、定模座板中心设置有热流道进口,所述热流道固定板内设置有主分流板,所述主分流板对应分流出若干个支流分流道,所述支流分流道位于型腔镶件左右两侧,每个支流分流道底部连接有分流块,所述分流块与热咀固定镶件左右相邻排列,所述分流块底部左右两侧设置有出料口,所述热咀固定镶件的左右两侧连通分流块的出料口;熔融塑料原料经热流道进口进入主分流板分流后进入各个支流分流道内,并由底部的分流块出料口进入热咀固定镶件后到达产品填充区域内完成注塑。
5.优选的,所述分流块中位于最右侧的分流块右侧面和位于最左侧的分流块左侧面均设置有封堵出料口的密封块。
6.优选的,所述分流块与热咀固定镶件之间设置有导向密封件,所述导向密封件包括导向块,所述导向块中心轴向开设有连通分流块和热咀固定镶件的料道,所述热咀固定镶件侧面设置有阶梯安装槽,所述导向块外侧面设置有安装凸台,所述安装凸台前端插入阶梯安装槽内并在其外表面依次设置有止位套、调节套和密封套,所述安装凸台后端与分流块之间套设有定位块。
7.优选的,所述型腔固定板、推板和型芯固定板三者外侧面连接有锁模块。
8.本发明对核酸吸头采用左右两侧双热咀进浇注塑方式,可以提升注塑速度,并且进料均匀,产品表面精度和质量好,产品冷却速度快,缩短了注塑周期,提高了生产效率。
附图说明
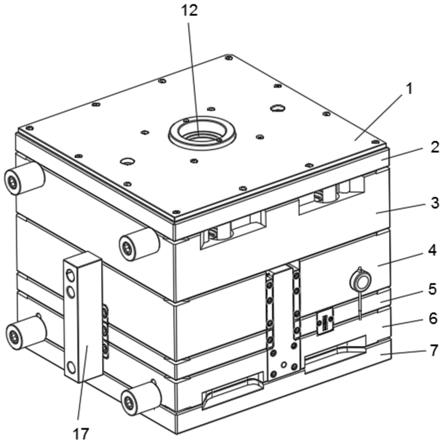
9.图1为本发明的结构示意图;图2为本发明的俯视图;
图3为图2中沿a
‑
a方向的剖视图;图4为图2中沿b
‑
b方向的剖视图;图5为本发明中热流道固定板、主分流板、支流分流道、型腔镶件、热咀固定镶件、推板镶件、产品填充区域、密封块之间的连接结构示意图;图6为图5另一视角的结构示意图;图7为本发明中支流分流道、型腔镶件、热咀固定镶件、推板镶件、产品填充区域组合成的局部结构示意图;图8为图7的部分结构俯视图;图9为图8沿c
‑
c方向的剖视图;图10为图9中d处的局部放大图;图11为本发明中两个支流分流道和一个产品填充区域之间的结构示意图;其中:1—隔热板;2—定模座板;3—热流道固定板;4—型腔固定板;5—推板;6—型芯固定板;7—动模座板;8—型腔镶件;9—热咀固定镶件;91—阶梯安装槽;10—推板镶件;11—产品填充区域;12—热流道进口;13—主分流板;14—支流分流道;15—分流块;16—导向密封件;161—导向块;162—料道;163—安装凸台;164—止位套;165—调节套;166—密封套;167—定位块;17—锁模块。
具体实施方式
10.下面结合附图,对本发明作进一步详细说明。
11.如图1至图11所示,本发明提供了一种核酸吸头侧向双热咀进浇注塑模具,包括依次连接的隔热板1、定模座板2、热流道固定板3、型腔固定板4、推板5、型芯固定板6和动模座板7,所述型腔固定板4内设置有型腔镶件8和热咀固定镶件9,所述推板5内设置有推板镶件10,所述型腔镶件8、热咀固定镶件9、推板镶件10、型芯固定板6、动模座板7形成若干个独立的产品填充区域11,所述隔热板1、定模座板2中心设置有热流道进口12,所述热流道固定板3内设置有主分流板13,所述主分流板13对应分流出若干个支流分流道14,所述支流分流道14位于型腔镶件8左右两侧,每个支流分流道14底部连接有分流块15,所述分流块15与热咀固定镶件9左右相邻排列,所述分流块15底部左右两侧设置有出料口,所述热咀固定镶件9的左右两侧连通分流块15的出料口;熔融塑料原料经热流道进口12进入主分流板13分流后进入各个支流分流道14内,并由底部的分流块15出料口进入热咀固定镶件9后到达产品填充区域11内完成注塑。
12.优选的,所述分流块15中位于最右侧的分流块15右侧面和位于最左侧的分流块15左侧面均设置有封堵出料口的密封块16。
13.优选的,所述分流块15与热咀固定镶件9之间设置有导向密封件16,所述导向密封件16包括导向块161,所述导向块161中心轴向开设有连通分流块15和热咀固定镶件9的料道162,所述热咀固定镶件9侧面设置有阶梯安装槽91,所述导向块161外侧面设置有安装凸台163,所述安装凸台163前端插入阶梯安装槽91内并在其外表面依次设置有止位套164、调节套165和密封套166,所述安装凸台163后端与分流块15之间套设有定位块167。
14.优选的,所述型腔固定板4、推板5和型芯固定板6三者外侧面连接有锁模块17。
15.本发明通过改变现有核酸吸头产品注塑的进浇口,设计了一套全新结构布局的注
塑模具,通过左右依次相邻布置分流块15与热咀固定镶件9的方式,使得每一个热咀固定镶件9左右两侧都对应设置有一个分流块15,并且通过导向密封件16的具体设置,实现分流块15与热咀固定镶件9之间流道的顺利导通以及外侧的密封,以达到核酸吸头产品两侧进浇的同时注塑,相对于原来的顶部注塑而言,注塑速度快,原料填充效果饱满,且冷却时间缩短,缩短了注塑周期,提高了注塑效率。
16.本发明的工作原理如下:将本发明模具固定连接至注塑机上,模具与注塑机之间通过隔热板1进行隔热,注塑机内熔融的塑料经过经热流道进口12进入主分流板13内,经过主分流板13内分流后均匀进入各个支流分流道14内,并经支流分流道14进入底部的分流块15内,由分流块15的出料口流出,进入导向块161中心的料道162内,穿过热咀固定镶件9后到达产品填充区域11内,对产品填充区域11进行填充注塑,注塑好之后保压冷却开模,取出核酸吸头产品,准备下一次注塑。
17.以上所述,仅是本发明的较佳实施方式,并非对发明作任何形式上的限制,凡是依据本发明的技术原理对以上实施例所做的任何简单修改、等同变化或修饰,仍属于本发明技术方案的范围内。
技术特征:
1.一种核酸吸头侧向双热咀进浇注塑模具,其特征在于:包括依次连接的隔热板(1)、定模座板(2)、热流道固定板(3)、型腔固定板(4)、推板(5)、型芯固定板(6)和动模座板(7),所述型腔固定板(4)内设置有型腔镶件(8)和热咀固定镶件(9),所述推板(5)内设置有推板镶件(10),所述型腔镶件(8)、热咀固定镶件(9)、推板镶件(10)、型芯固定板(6)、动模座板(7)形成若干个独立的产品填充区域(11),所述隔热板(1)、定模座板(2)中心设置有热流道进口(12),所述热流道固定板(3)内设置有主分流板(13),所述主分流板(13)对应分流出若干个支流分流道(14),所述支流分流道(14)位于型腔镶件(8)左右两侧,每个支流分流道(14)底部连接有分流块(15),所述分流块(15)与热咀固定镶件(9)左右相邻排列,所述分流块(15)底部左右两侧设置有出料口,所述热咀固定镶件(9)的左右两侧连通分流块(15)的出料口;熔融塑料原料经热流道进口(12)进入主分流板(13)分流后进入各个支流分流道(14)内,并由底部的分流块(15)出料口进入热咀固定镶件(9)后到达产品填充区域(11)内完成注塑。2.根据权利要求1所述的核酸吸头侧向双热咀进浇注塑模具,其特征在于:所述分流块(15)中位于最右侧的分流块(15)右侧面和位于最左侧的分流块(15)左侧面均设置有封堵出料口的密封块(16)。3.根据权利要求1所述的核酸吸头侧向双热咀进浇注塑模具,其特征在于:所述分流块(15)与热咀固定镶件(9)之间设置有导向密封件(16),所述导向密封件(16)包括导向块(161),所述导向块(161)中心轴向开设有连通分流块(15)和热咀固定镶件(9)的料道(162),所述热咀固定镶件(9)侧面设置有阶梯安装槽(91),所述导向块(161)外侧面设置有安装凸台(163),所述安装凸台(163)前端插入阶梯安装槽(91)内并在其外表面依次设置有止位套(164)、调节套(165)和密封套(166),所述安装凸台(163)后端与分流块(15)之间套设有定位块(167)。4.根据权利要求1所述的核酸吸头侧向双热咀进浇注塑模具,其特征在于:所述型腔固定板(4)、推板(5)和型芯固定板(6)三者外侧面连接有锁模块(17)。
技术总结
本发明提供了核酸吸头侧向双热咀进浇注塑模具,包括依次连接的隔热板、定模座板、热流道固定板、型腔固定板、推板、型芯固定板和动模座板,型腔固定板内设置有型腔镶件和热咀固定镶件,推板内设置有推板镶件,型腔镶件、热咀固定镶件、推板镶件、型芯固定板、动模座板形成若干个独立的产品填充区域,隔热板、定模座板中心设置有热流道进口,热流道固定板内设置有主分流板,所述主分流板对应分流出若干个支流分流道,支流分流道位于型腔镶件左右两侧,每个支流分流道底部连接有分流块,分流块与热咀固定镶件左右相邻排列,所述分流块底部左右两侧设置有出料口,所述热咀固定镶件的左右两侧连通分流块的出料口。本发明注塑效率高,产品质量好。量好。量好。
技术研发人员:施慧勇 高原 陈敏华 廖春峰
受保护的技术使用者:浙江拱东医疗器械股份有限公司
技术研发日:2021.06.29
技术公布日:2021/9/9
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1