一种玻璃纤维帐篷插桩的制备方法与流程
一种玻璃纤维帐篷插桩的制备方法
1.技术领域
2.本发明涉及一种帐篷插桩,具体涉及一种玻璃纤维帐篷插桩的制备方法。
背景技术:
3.帐篷是一种常见的临时庇护所,其一般需要通过插桩和绳索固定在地面上;隐蔽性强的帐篷插桩一般是使用金属制成,但是一些特殊行业的特殊使用需要,对隐蔽性强的帐篷插桩的制备材料有需求,不能够使用金属,金属插桩极其容易被雷达等探测装置查探到,造成帐篷的隐蔽性能下降,且金属插桩重量较大,不便于携带。
技术实现要素:
4.本发明针对现有技术存在的问题提出一种玻璃纤维帐篷插桩的制备方法,该方法利用制造高隐蔽性高强度的帐篷插桩。
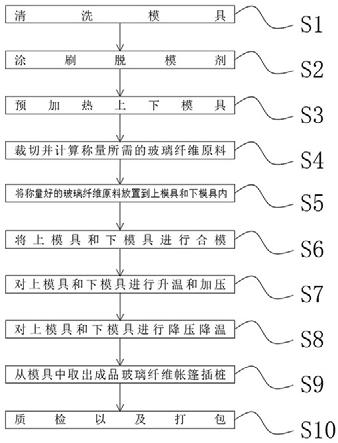
5.为达到以上目的,提供如下方案:一种玻璃纤维帐篷插桩的制备方法,包括以下步骤:s1:清洗模具,使用清洗水对上模具和下模具进行清洗,去除模具上的杂质;s2:涂刷脱模剂,将脱模剂均匀地涂覆在上模具和下模具处;s3:预加热上下模具,将上模具和下模具加热至70-100摄氏度;s4:裁切玻璃纤维原料,并计算称量所需的玻璃纤维原料;s5:将称量好的玻璃纤维原料放置到上模具和下模具内;s6:合模,将上模具和下模具合成一体;s7:对上模具和下模具进行升温和加压,将上模具和下模具的温度加热上升至170摄氏度,压力递增至不少于150吨,加热和加压时间为6-8分钟;s8:对上模具和下模具进行降压降温,通过冷却水快速地对上模具和下模具进行降温至不高于100摄氏度,降低压力至上模具与下模具分开;s9:将生产完毕的帐篷插桩从上模具和下模具中取出;s10:进行质检以及打包。
6.进一步,所述步骤s7中,将上模具和下模具分三次均匀地递增加压至150吨。
7.本发明的工作原理以及优点在于:本发明通过热压成型机生产制造帐篷插桩,通过玻璃纤维以及树脂作为生产材料,通过本方法能够生产出隐蔽性能极佳,能够避免雷达等探测装置的探测,且通过本方法所生产的帐篷插桩还具有高强、低重量、便于携带、耐腐蚀,敲击使用时不会产生火星,安全性高等特点。
附图说明
8.图1为本发明的逻辑流程图。
具体实施方式
9.下面通过具体实施方式进一步详细的说明:如图1所示,一种玻璃纤维帐篷插桩的制备方法,包括以下步骤:s1:清洗模具,使用清洗水对上模具和下模具进行清洗,去除模具上的杂质;使用清洁水,清洗干净上下模具表面附着的杂质,避免杂质附着到所生产的产品中。
10.s2:涂刷脱模剂,将脱模剂均匀地涂覆在上模具和下模具处;在上模具和下模具上涂覆脱模剂,便于产品的脱模,避免产品粘在上模具或下模具处;脱模剂的包括液态脱模剂以及固态脱模蜡。
11.s3:预加热上下模具,将上模具和下模具加热至70-100摄氏度;对上下模具进行预加热,能够与能够提高所生产的产品质量。
12.s4:裁切玻璃纤维原料,并计算称量所需的玻璃纤维原料;根据产品的参数,计算以及称量出所需的玻璃纤维原料;玻璃纤维原料主要有两种,其一为预浸式玻璃纤维布、预浸式玻璃纤维丝,另一种为smc片材;预浸式玻璃纤维布、预浸式玻璃纤维丝,通过含有固化剂、催进剂的树脂完全浸透,通过流水带进行加温,使用蜡纸和塑料模将预浸式玻璃纤维布、预浸式玻璃纤维丝夹住,并将蜡纸、预浸式玻璃纤维布、预浸式玻璃纤维丝和塑料膜组成的三层结构膜卷成卷料,使用时,裁切好形状大小即可;smc片材,通过将玻璃险微博、玻璃纤维丝裁切成小尺寸,加入树脂、固化剂和催进剂,加温支撑团状或片状材料,使用时,裁切好形状大小即可。
13.s5:将称量好的玻璃纤维原料放置到上模具和下模具内;将裁切称量好的玻璃纤维原料置入上下模具内,避免原料裸露在上下模具的生产区域外。
14.s6:合模,将上模具和下模具合成一体;将上下模具合,挤压玻璃纤维原料。
15.s7:对上模具和下模具进行升温和加压,将上模具和下模具的温度加热上升至170摄氏度,压力递增至不少于150吨,加热和加压时间为6-8分钟;其中,上下模具加温融化玻璃纤维原料形成产品雏形,对上下模具进行逐步加压,将融化的玻璃纤维原料中的气体排出,以及挤压玻璃纤维原料,使得所生产的产品硬度更大、质量更好、s8:对上模具和下模具进行降压降温,通过冷却水快速地对上模具和下模具进行降温至不高于100摄氏度,降低压力至上模具与下模具分开;上下模具降温降压,便于将其中的产品取出。
16.s9:将生产完毕的帐篷插桩从上模具和下模具中取出;取出成品帐篷插桩后,修整其外形。
17.s10:进行质检以及打包。
18.经检测合格的成品帐篷插桩,即可进行包装销售。
19.所述步骤s7中,将上模具和下模具分三次均匀地递增加压至150吨。
20.上下模具的加压步骤分三次均匀加压,分别加压至50吨、100吨和150吨,并在此三压力下分别保压至少2分钟。
21.本发明通过热压成型机生产制造帐篷插桩,通过玻璃纤维以及树脂作为生产材料,通过本方法能够生产出隐蔽性能极佳,能够避免雷达等探测装置的探测,且通过本方法所生产的帐篷插桩还具有高强、低重量、便于携带、耐腐蚀,敲击使用时不会产生火星,安全性高等特点。
22.以上所述仅是本发明的实施例,方案中公知的具体结构及特性等常识在此未作过多描述,所属领域普通技术人员知晓申请日或者优先权日之前发明所属技术领域所有的普通技术知识,能够获知该领域中所有的现有技术,并且具有应用该日期之前常规实验手段的能力,所属领域普通技术人员可以在本申请给出的启示下,结合自身能力完善并实施本方案,一些典型的公知结构或者公知方法不应当成为所属领域普通技术人员实施本申请的障碍。应当指出,对于本领域的技术人员来说,在不脱离本发明结构的前提下,还可以作出若干变形和改进,这些也应该视为本发明的保护范围,这些都不会影响本发明实施的效果和专利的适用性。本申请要求的保护范围应当以其权利要求的内容为准,说明书中的具体实施方式等记载可以用于解释权利要求的内容。
技术特征:
1.一种玻璃纤维帐篷插桩的制备方法,其特征在于,包括以下步骤:s1:清洗模具,使用清洗水对上模具和下模具进行清洗,去除模具上的杂质;s2:涂刷脱模剂,将脱模剂均匀地涂覆在上模具和下模具处;s3:预加热上下模具,将上模具和下模具加热至70-100摄氏度;s4:裁切玻璃纤维原料,并计算称量所需的玻璃纤维原料;s5:将称量好的玻璃纤维原料放置到上模具和下模具内;s6:合模,将上模具和下模具合成一体;s7:对上模具和下模具进行升温和加压,将上模具和下模具的温度加热上升至170摄氏度,压力递增至不少于150吨,加热和加压时间为6-8分钟;s8:对上模具和下模具进行降压降温,通过冷却水快速地对上模具和下模具进行降温至不高于100摄氏度,降低压力至上模具与下模具分开;s9:将生产完毕的帐篷插桩从上模具和下模具中取出;s10:进行质检以及打包。2.根据权利要求1所述的玻璃纤维帐篷插桩的制备方法,其特征在于,所述步骤s7中,将上模具和下模具分三次均匀地递增加压至150吨。
技术总结
本发明申请公开了种玻璃纤维帐篷插桩的制备方法,包括以下步骤:S1:清洗模具;S2:涂刷脱模剂;S3:预加热上下模具;S4:裁切玻璃纤维原料,并计算称量所需的玻璃纤维原料;S5:将称量好的玻璃纤维原料放置到模具内;S6:将上模具和下模具合模;S7:对上模具和下模具进行升温和加压;S8:对上模具和下模具进行降压降温;S9:将生产完毕的帐篷插桩从模具中取出;S10:质检和打包。本发明通过热压成型机生产制造帐篷插桩,通过玻璃纤维以及树脂作为生产材料,通过本方法能够生产出隐蔽性能极佳,能够避免雷达等探测装置的探测,且通过本方法所生产的帐篷插桩还具有高强、低重量、便于携带、耐腐蚀,敲击使用时不会产生火星,安全性高等特点。安全性高等特点。安全性高等特点。
技术研发人员:江诣
受保护的技术使用者:江诣
技术研发日:2021.10.18
技术公布日:2022/1/14
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1