电子泵制造方法及电子泵与流程
【】本申请涉及一种电子泵,具体涉及一种应用于热循环系统的电子泵制造方法及电子泵。
背景技术
0、
背景技术:
1、近几十年来,电子泵已接逐渐取代传统的机械泵,并被大量运用于循环系统中。电子泵具有无电磁干扰,高效环保,无极调速等优点,能很好的满足市场的要求。
2、电子泵包括转子组件、定子组件和泵轴,转子组件和定子组件被隔离套完全的隔离,转子组件套装于泵轴上,泵轴与隔离套分体设置,多级装配误差的积累造成泵轴相对定子组件的同轴度公差超差,使得电子泵噪音很大。因此,降低电子泵噪音是需要考虑的一个技术问题。
技术实现思路
0、
技术实现要素:
1、本发明的目的在于提供一种电子泵的制造方法,有利于降低泵轴相对于定子外壳的同轴度公差,从而提高定子组件与相配合之件,比如转子组件的装配性能,减少电子泵的噪音。
2、有鉴于此,本发明一方面提供了电子泵的制造方法,包括如下步骤:提供定子绕组和泵轴,放置泵轴和定子绕组至注塑模具的同侧模具腔中,注塑模具包括底部和侧部,定子绕组的至少部分外壁与侧部的侧壁限位连接,底部设有第一孔,泵轴设置定位部,该定位部位于第一孔,将模芯放至定子绕组的内孔中,模芯还包括第二孔,泵轴位于第二孔,模芯的外侧壁和定子绕组的内侧壁有一预设的第一间隙,模芯的端部表面与底部的上表面有一预设第二间隙,定子绕组和泵轴作为嵌件注塑,将注塑料至少填充至第一间隙和第二间隙,脱模,形成定子组件的定子外壳,且该定子外壳在注塑过程中形成内底部和内侧部,泵轴的定位部位于内底部的外侧表面,获得定子组件。
3、另一方面,本发明提供了一种电子泵制造方法,包括定子组件的制造方法,包括如下步骤:提供定子绕组,放置定子绕组至注塑模具的内腔,注塑模具包括底部和侧部,定子绕组的至少部分外壁与侧部的侧壁限位连接,底部设有第一轴,第一轴的一端与底部固定连接或限位连接,第一轴的另一端至少部分位于定子绕组的内孔中,将模芯放至定子绕组的内孔中,模芯还包括第三孔,第一轴至少部分位于第三孔,模芯的外侧壁和定子绕组的内侧壁有一预设的第三间隙,模芯的端部表面与底部的上表面有一预设第四间隙,定子绕组作为嵌件注塑,将注塑料至少填充至第三间隙和第四间隙,脱模形成的定子组件的定子外壳,定子外壳包括内底部和内侧部,内底部包括配合孔。所述配合部通过限位连接或是固定连接的方式安装至配合孔中,获得定子组件。
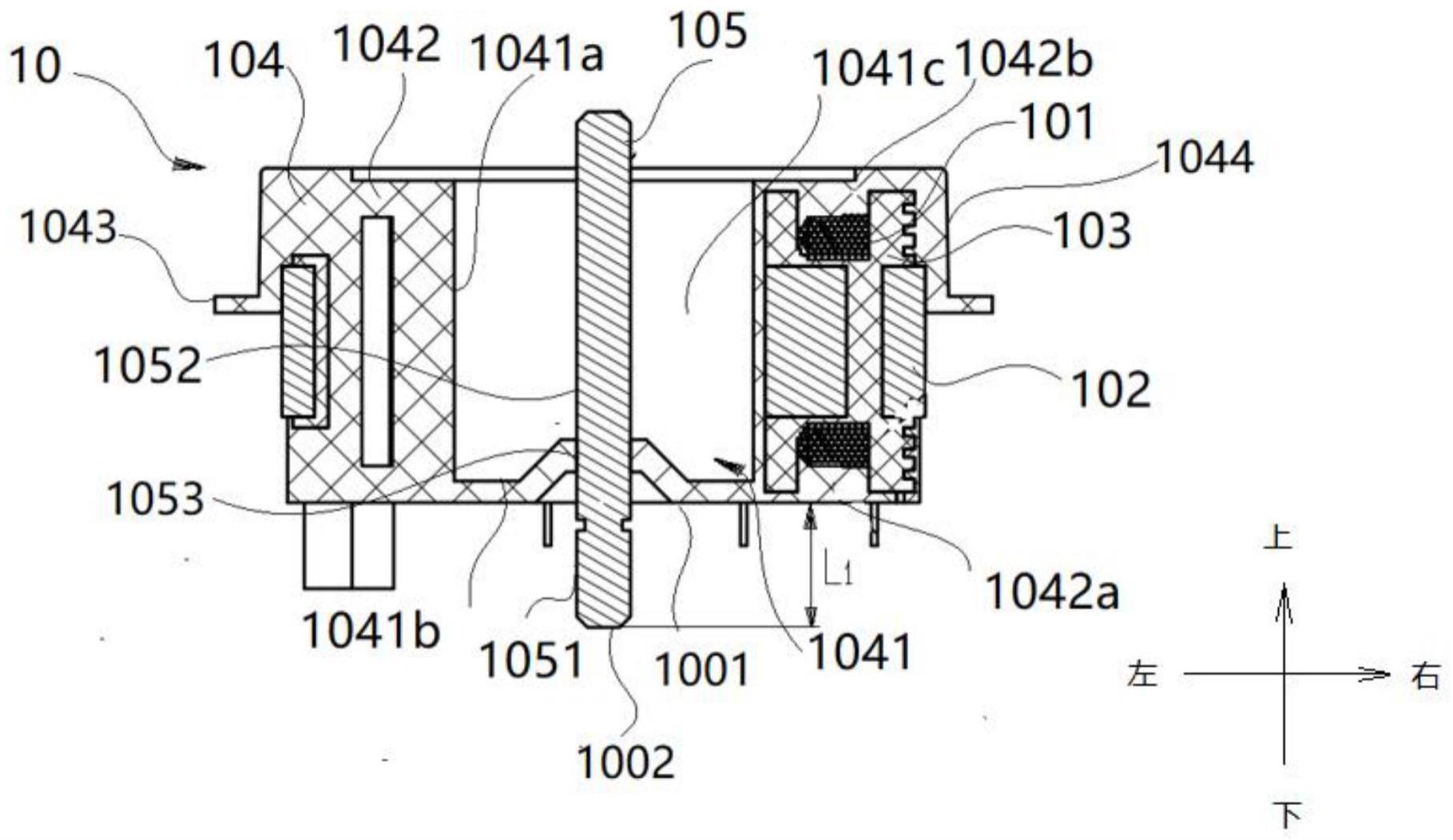
4、第三方面,本发明还提供了一种电子泵,电子泵包括泵壳体、转子组件和定子组件,定子组件包括定子绕组、泵轴和定子外壳,转子组件套装于泵轴的安装部,转子组件包括永磁铁和叶轮组件,定子外壳设置在定子绕组的至少部分外部表面,定子外壳包括隔离部,隔离部包括内侧部和内底部,内侧部和内底部形成转子腔,泵轴包括安装部、配合部和定位部,配合部与内底部的内孔限位连接或固定连接,安装部至少部分位于转子腔内,配合部贯穿于内底部的上表面与内底部的下表面,定位部至少部分凸出于内底部的外侧表面。
5、本申请的技术方案中,定子绕组和泵轴作为嵌件进行注塑形成定子外壳,定子外壳包括内底部和内侧部,泵轴与内底部一体注塑密封连接,泵轴设有定位部,定位部凸出于内底部的外侧表面。通过这种方式,有利于减少泵轴与定子外壳之间的同轴度误差,从而提高定子组件与相配合之件,比如转子组件的装配性能,减少电子泵的噪音。
技术特征:
1.一种电子泵制造方法,包括定子组件的制造方法,包括如下步骤:
2.一种电子泵制造方法,包括定子组件的制造方法,包括如下步骤:
3.根据权利要求1所述的一种电子泵制造方法,其特征在于,还包括如下步骤:
4.根据权利要求3所述的一种电子泵制造方法,其特征在于,还包括如下步骤:所述底部包括第三板部和第一凸部,所述第一凸部与所述第一凹部相对应,所述第三板部与所述第一板部之间有一预设所述第二间隙,所述第一凸部的上表面与所述第一凹部的上表面之间有一预设的间隙b,所述第一凸部的周侧部与所述第二凹部的周侧部在径向方向有一预设的间隙c,所述定子绕组和泵轴作为嵌件注塑,将注塑料至少填充至所述第二间隙、所述间隙b和所述间隙c中。
5.根据权利要求2所述的一种电子泵制造方法,其特征在于,还包括如下步骤:
6.根据权利要求5所述的一种电子泵制造方法,其特征在于,还包括如下步骤:所述底部包括第四板部和第二凸部,所述第二凸部与所述第二凹部相对应,所述第二板部与所述第四板部之间有一预设所述第三间隙,所述第二凸部的上表面与所述第二凹部的上表面之间有一预设间隙d,所述第二凸部的周侧部与所述第二凹部的周侧部在径向方向有一预设间隙e,将所述述定子绕组作为嵌件注塑,将注塑料至少填充至所述第三间隙、所述间隙d和所述间隙e中。
7.一种根据权利要求1-6任一项所述电子泵制造方法获得的电子泵,其特征在于:所述电子泵包括泵壳体、转子组件和定子组件,所述定子组件包括定子绕组、泵轴和定子外壳,所述转子组件套装于所述泵轴的安装部,所述转子组件包括永磁铁和叶轮组件,所述定子外壳设置在所述定子绕组的至少部分外部表面,所述定子外壳包括隔离部,所述隔离部包括内侧部和内底部,所述内侧部和所述内底部形成转子腔,所述泵轴包括安装部、配合部和定位部,所述配合部与所述内底部的内孔限位连接或固定连接,所述安装部至少部分位于所述转子腔内,所述配合部贯穿于所述内底部的上表面与所述内底部的下表面,所述定位部至少部分凸出于所述内底部的外侧表面。
8.根据权利要求7所述的一种电子泵,其特征在于:所述泵轴和所述定子绕组一体注塑成形至少部分所述定子外壳,所述配合部与所述内底部一体注塑密封连接。
9.根据权利要求8所述的一种电子泵,其特征在于,所述内底部包括内底部上部,所述内底部上部位于所述转子腔内,所述内底部上部包括第二平板部和凸出部,所述凸出部自所述第二平板部向所述转子腔凸出,所述配合部贯穿所述凸出部的上表面与所述凸出部的下表面,所述配合部与所述内底部通过一体注塑连接,所述定位部凸出于内底部外侧表面,所述转子组件套装于所述安装部,所述转子组件包括转子主体部和第一转子端部,所述第一转子端部设置在所述转子主体部的一端,所述第一转子端部包括第四平板部,所述第四平板部设置所述第一转子端部的表面,所述第四平板部与所述凸出部的上表面之间有一预设间隙,
10.根据权利要求9所述的一种电子泵,其特征在于:所述内底部还包括内底部下部,所述内底部下部设置在所述内底部的外表面上,所述内底部下部包括第三平板部和第二凹入部,所述第二凹入部与所述凸起部的位置相对应,所述第二凹入部自所述第三平板部凹向所述转子腔,所述定位部从所述第二凹入部延伸出,并凸出于所述内底部的下表面。
11.根据权利要求7-10任一所述的一种电子泵,其特征在于:所述定位部还包括环槽部,所述环槽部沿所述定位部的外侧表面内陷,所述环槽部包括上侧壁、下侧壁和底壁,所述上侧壁所在的平面位于所述内底部外侧的下方,且距离所述内底部外侧有一预设间隙。
技术总结
本申请公开一种电子泵的制造方法,包括如下步骤:提供定子绕组和泵轴,放置泵轴和定子绕组至注塑模具的同侧模具腔中,将模芯放至定子绕组的内孔中,模芯的外侧壁和定子绕组的内侧壁有一预设的第一间隙,模芯的端部表面与注塑模具的底部的上表面有一预设第二间隙,将注塑料至少填充至第一间隙和第二间隙,形成定子绕组的定子外壳,且该定子外壳在注塑过程中形成内底部和内侧部,泵轴的定位部凸出于内底部的外侧表面,获得定子组件。通过上述制造方法可以有效减少泵轴与定子外壳之间的同轴度误差,从而提高定子组件与相配合之件,比如转子组件的装配性能,减少噪音,本申请还公开一种电子泵。
技术研发人员:请求不公布姓名
受保护的技术使用者:浙江三花汽车零部件有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!