一种用于仪表板金属衬套注塑镶嵌的模具的制作方法
1.本实用新型涉及注塑成型领域,具体涉及一种用于仪表板金属衬套注塑镶嵌的模具。
背景技术:
2.仪表板属于汽车中的重要组成部分,通常需要通过模具进行加工,而模具动模的斜顶上设有金属衬套镶嵌模具,传统的金属衬套镶嵌模具包括镶针和衬套,所述镶针通过螺纹直接连接在动模斜顶的平面上,而金属衬套穿过镶针并通过封胶使金属衬套的底面与动模斜顶的平面直接相连,这就导致了以下问题的产生:
①
在注塑过程中底面熔体容易从新流入到金属衬套底面,从而导致金属衬套底面与斜顶的平面之间产生飞边现象,影响气囊模块与仪表板的装配,从而导致产品的返修,影响模具的自动化;
②
由于镶针通过螺纹直接连接在模具平面上,在注塑的过程中,镶针的抗冲击力低,影响模具的使用寿命;
③
金属衬套的底面直接跟模具平面封胶连接,导致金属衬套在产品中的镶嵌位置精度低,一般在0.2mm
‑
0.3mm。
技术实现要素:
3.本实用新型为了解决上述问题,而提供一种镶嵌位置精度高,不会产生飞边现象,更有利于产品封胶的金属衬套注塑镶嵌模具。
4.本实用新型的技术方案为:
5.一种用于仪表板金属衬套注塑镶嵌的模具,包括镶针、沉台、磁铁镶块和金属衬套,所述镶针一体连接在沉台的中间部位,所述沉台镶嵌在动模的斜顶上,所述沉台的顶部设有一圈磁铁镶块,所述磁铁镶块的上方吸附有金属衬套,且所述金属衬套的圆弧面通过封胶的方式与沉台相连。
6.所述镶针与沉台的同心度在0.1mm以内,所述沉台与金属衬套之间的配合间隙在0.2
‑
1.0mm内,所述镶针与金属衬套内侧的配合间隙在0
‑
0.5mm以内。
7.所述镶针为锥形镶针。
8.所述金属衬套的上表面高于产品的上表面。
9.本实用新型的优点及有益效果
10.1、本实用新型通过磁铁镶块将金属衬套吸附在沉台上,并通过封胶使金属衬套的圆弧面与沉台相连,更有利产品封胶,避免了在注塑过程中底面熔体从新流入金属衬套底面产生飞边的现象,从而导致产品需要返修,更满足了模具生产的自动化,而且会使金属衬套的导向更好。
11.2、本实用新型中的沉台与镶针为一体连接,能更好的承受注塑过程中熔体的冲击力,避免金属衬套底面对模具磁铁镶件的压击,提高模具的使用寿命。
12.3、本实用新型在沉台底面设有一圈磁铁镶块,当机械手将金属衬套放入到沉台中时,磁铁镶块会对金属衬套产生吸力,使金属衬套与沉台更加贴合,便于金属衬套镶嵌注
塑。
13.4、本实用新型中沉台与金属衬套采用圆弧面封胶,该结构大大的提高了金属衬套在产品中的镶嵌位置精度,可以达到0.05mm以内。
附图说明
14.图1是用来加工仪表板模具的整体结构示意图;
15.图2是图1中a处的放大图;
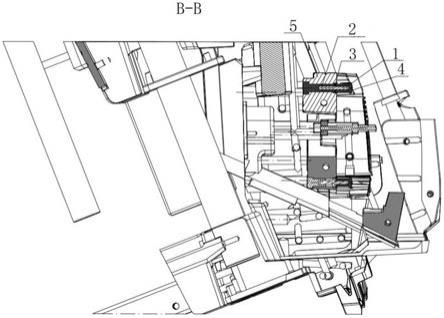
16.图3是本实用新型与动模斜顶相互配合后的剖视图,即图2中b
‑
b剖视图;
17.图4是本实用新型的整体结构示意图;
18.图5是图4的a
‑
a剖视图。
19.附图标记:镶针1、沉台2、磁铁镶块3、金属衬套4和斜顶5。
具体实施方式
20.本实用新型是在加工仪表板动模的斜顶处进行的改进,新增加沉台这一技术特征,并将沉台与镶针设计成一体连接,将一体连接的镶针和沉台通过螺纹连接的方式镶嵌在动模的斜顶上,再将金属衬套放入沉台中进行封胶,从而达到镶嵌位置精度高,不会产生飞边的效果。
21.下面结合附图详细说明本实用新型的具体实施方式,所描述的实施方式只是本实用新型的一部分,而不是全部。鉴于本领域内的相关技术人员在不需要付出创造性劳动的前提下,基于本实用新型所获得的所有其他实施方式,均属于本实用新型的保护范围。
22.如图1
‑
5所示,包括镶针1、沉台2、磁铁镶块3和金属衬套4,所述镶针1为锥形镶针,并一体连接在沉台2的中间部位,当用机械手将金属衬套4放置在沉台2内时,镶针1起到导向及镶嵌注塑时进行固定的作用。一体连接有镶针的沉台2通过螺纹的方式镶嵌在动模的斜顶5上,所述沉台2的顶部设有一圈磁铁镶块3,所述磁铁镶块3用于吸附金属衬套4,便于金属衬套4的镶嵌注塑;所述磁铁镶块3的上方吸附有金属衬套4,用于固定金属衬套4的位置,且所述金属衬套4的圆弧面通过封胶的方式与沉台2相连,满足模具生产自动化及封胶能力,并且会使金属衬套4的导向效果更好。所述金属衬套4的上表面高于产品的上表面,避免熔体流入金属衬套4的螺纹面导致产品报废。
23.所述镶针1与沉台2的同心度在0.1mm以内,如果同心度大于0.1mm,则金属衬套4放不进沉台2中,所述沉台2与金属衬套4之间的配合间隙在0.2
‑
1.0mm内,如果间隙太大,则金属衬4的圆弧面与沉台2不能进行封胶,所述镶针1与金属衬套4内侧的配合间隙在0
‑
0.5mm以内。
技术特征:
1.一种用于仪表板金属衬套注塑镶嵌的模具,其特征在于:包括镶针(1)、沉台(2)、磁铁镶块(3)和金属衬套(4),所述镶针(1)一体连接在沉台(2)的中间部位,所述沉台(2)镶嵌在动模的斜顶(5)上,所述沉台(2)的顶部设有一圈磁铁镶块(3),所述磁铁镶块(3)的上方吸附有金属衬套(4),且所述金属衬套(4)的圆弧面通过封胶的方式与沉台(2)相连。2.根据权利要求1所述的一种用于仪表板金属衬套注塑镶嵌的模具,其特征在于:所述镶针(1)与沉台(2)的同心度在0.1mm以内,所述沉台(2)与金属衬套(4)之间的配合间隙在0.2
‑
1.0mm内,所述镶针(1)与金属衬套(4)内侧的配合间隙在0
‑
0.5mm以内。3.根据权利要求1或2所述的一种用于仪表板金属衬套注塑镶嵌的模具,其特征在于:所述镶针(1)为锥形镶针。4.根据权利要求1或2所述的一种用于仪表板金属衬套注塑镶嵌的模具,其特征在于:所述金属衬套(4)的上表面高于产品的上表面。
技术总结
本实用新型公开了一种用于仪表板金属衬套注塑镶嵌的模具,包括镶针、沉台、磁铁镶块和金属衬套,所述镶针一体连接在沉台的中间部位,所述沉台镶嵌在动模的斜顶上,所述沉台的顶部设有一圈磁铁镶块,所述磁铁镶块的上方吸附有金属衬套,且所述金属衬套的圆弧面通过封胶的方式与沉台相连。本实用新型可以提高金属衬套的镶嵌位置,不会产生飞边现象,更有利于产品封胶。产品封胶。产品封胶。
技术研发人员:杨斌 董香梅 李洪江 于腾龙 叶浩文 何中沛
受保护的技术使用者:长春富维安道拓汽车饰件系统有限公司
技术研发日:2021.02.05
技术公布日:2021/12/10
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1