一种尺寸自动识别控制的包蓝膜设备的制作方法
1.本实用新型涉及包蓝膜设备,特别涉及一种尺寸自动识别控制的包蓝膜设备。
背景技术:
2.包蓝膜设备,用于将产品进行包蓝膜处理,对产品起到美观及表面保护的作用,对于铝件产品来说,通常加工完毕后再进行贴蓝膜处理,再流入市场,但是现有的包蓝膜设备无法根据铝件型号尺寸自动选择最适合的蓝膜宽度进行粘贴,需要人工手动选择,大大的降低了加工和生产效率,降低产量,智能化不足。
3.故此,现有的包蓝膜设备需要进一步改善。
技术实现要素:
4.本实用新型的目的是为了提供一种尺寸自动识别控制的包蓝膜设备,能自动选择最适合铝件型号的蓝膜尺寸,加快生产效率,提高产量。
5.为了达到上述目的,本实用新型采用以下方案:
6.一种尺寸自动识别控制的包蓝膜设备,包括设备本体,所述设备本体上设置有工作台,所述工作台上设置有电机座,所述电机座上安装有伺服电机,所述伺服电机的输出端设置有转子,所述转子圆周外壁设置有多个凹槽,所述凹槽内间隔设置有第一电机轴和轴体,所述轴体上套设有摆动电机座,所述摆动电机座外端设置有第二电机轴,所述凹槽内设置有用于驱动所述摆动电机座上下摆动的驱动机构,所述驱动机构和所述摆动电机座连接,所述工作台表面横向布置有多个红外感应器,所述电机座上设置有可编辑控制器,所述可编辑控制器通讯连接于所述红外感应器,所述可编辑控制器通讯连接于所述伺服电机、第一电机轴、第二电机轴和驱动机构。
7.进一步地,多个所述凹槽沿所述转子圆周外壁均布。
8.进一步地,所述驱动机构设置在所述第一电机轴和轴体之间。
9.进一步地,所述驱动机构包括有设置在所述凹槽侧壁的第一铰接座,设置在所述摆动电机座中部的第二铰接座,所述第一铰接座上铰接有伸缩机构,所述伸缩机构的输出端和所述第二铰接座铰接。
10.进一步地,所述伸缩机构为伸缩电机。
11.进一步地,所述红外感应器为对射式红外感应器,对射式红外感应器分为发射端和接收端,发射端设置在所述工作台表面,接收端设置在所述工作台的上方。
12.进一步地,所述第一电机轴、第二电机轴之间设置有蓝膜卷连接。
13.综上所述,本实用新型相对于现有技术其有益效果是:
14.本实用新型解决了现有铝件贴蓝膜设备中存在的不足,能快速检测对应铝件尺寸,并控制适合宽度的蓝膜进行粘贴,大大的提高了加工和生产效率,提高了产量,更加的智能化,减少人工操作,且结构简单,使用方便。
附图说明
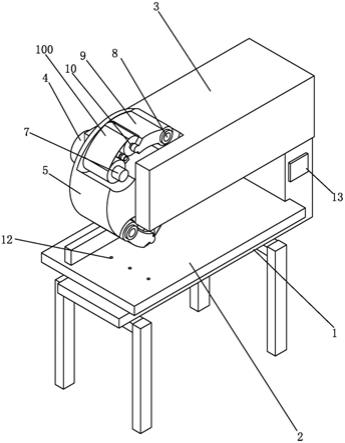
15.图1为本实用新型的立体图;
16.图2为本实用新型的主视图;
17.图3为本实用新型的左视图;
18.图4为图3沿a
‑
a线的剖视图;
19.图5为图4的b处局部放大图。
具体实施方式
20.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
21.请参阅图1
‑
5,本实用新型提供
22.一种尺寸自动识别控制的包蓝膜设备,包括设备本体1,所述设备本体1上设置有工作台2,所述工作台2上设置有电机座3,所述电机座3上安装有伺服电机4,所述伺服电机4的输出端设置有转子5,所述转子5圆周外壁设置有多个凹槽6,所述凹槽6内间隔设置有第一电机轴7和轴体8,所述轴体8上套设有摆动电机座9,所述摆动电机座9外端设置有第二电机轴10,所述凹槽6内设置有用于驱动所述摆动电机座9上下摆动的驱动机构11,所述驱动机构11和所述摆动电机座9连接,所述工作台2表面横向布置有多个红外感应器12,所述电机座3上设置有可编辑控制器13,所述可编辑控制器13通讯连接于所述红外感应器12,所述可编辑控制器13通讯连接于所述伺服电机4、第一电机轴7、第二电机轴10和驱动机构11;
23.以上设备工作原理:
24.前序准备工作,在不同的第一电机轴7上安装不同宽度的蓝膜卷100,从工作台2侧壁向另一侧壁开始设置红外感应器12,最外侧红外感应器12触发发出命令给可编辑控制器13,可编辑控制器13控制对应一组的伺服电机4、第一电机轴7、第二电机轴10和驱动机构11工作,预先在可编辑控制器13输入参数,每个红外感应器12触发对应一个凹槽6内的伺服电机4、第一电机轴7、第二电机轴10和驱动机构11;
25.将产品铝件放置于工作台2上表面,多个红外感应器12检测铝件的宽度,铝件遮挡一部分的红外感应器12,被遮挡的最外侧红外感应器12发出信号给可编辑控制器13,可编辑控制器13根据信号触发对应一个凹槽6内的伺服电机4、第一电机轴7、第二电机轴10和驱动机构11进行工作;
26.伺服电机4将转子5进行旋转,将对应一个凹槽6旋转至最下方对准铝件,第一电机轴7送出蓝膜卷100,第二电机轴10收起第二电机轴10,驱动机构11带动摆动电机座9下摆伸出,第一电机轴7和第二电机轴10之间的蓝膜卷100贴紧铝件表面进行贴蓝膜。
27.本实用新型多个所述凹槽6沿所述转子5圆周外壁均布。
28.本实用新型所述驱动机构11设置在所述第一电机轴7和轴体8之间。
29.本实用新型所述驱动机构11包括有设置在所述凹槽6侧壁的第一铰接座111,设置在所述摆动电机座9中部的第二铰接座112,所述第一铰接座111上铰接有伸缩机构113,所述伸缩机构113的输出端和所述第二铰接座112铰接。
30.本实用新型所述伸缩机构113为伸缩电机。
31.本实用新型所述红外感应器12为对射式红外感应器,对射式红外感应器分为发射端和接收端,发射端设置在所述工作台2表面,接收端设置在所述工作台2的上方。
32.本实用新型所述第一电机轴7、第二电机轴10之间设置有蓝膜卷100连接。
33.以上显示和描述了本实用新型的基本原理和主要特征以及本实用新型的优点,本行业的技术人员应该了解,本实用新型不受上述实施例的限制,上述实施例和说明书中描述的只是说明本实用新型的原理,在不脱离本实用新型精神和范围的前提下,本实用新型还会有各种变化和改进,这些变化和改进都落入要求保护的本实用新型范围内。本实用新型要求保护范围由所附的权利要求书及其等效物界定。
技术特征:
1.一种尺寸自动识别控制的包蓝膜设备,包括设备本体(1),所述设备本体(1)上设置有工作台(2),其特征在于:所述工作台(2)上设置有电机座(3),所述电机座(3)上安装有伺服电机(4),所述伺服电机(4)的输出端设置有转子(5),所述转子(5)圆周外壁设置有多个凹槽(6),所述凹槽(6)内间隔设置有第一电机轴(7)和轴体(8),所述轴体(8)上套设有摆动电机座(9),所述摆动电机座(9)外端设置有第二电机轴(10),所述凹槽(6)内设置有用于驱动所述摆动电机座(9)上下摆动的驱动机构(11),所述驱动机构(11)和所述摆动电机座(9)连接,所述工作台(2)表面横向布置有多个红外感应器(12),所述电机座(3)上设置有可编辑控制器(13),所述可编辑控制器(13)通讯连接于所述红外感应器(12),所述可编辑控制器(13)通讯连接于所述伺服电机(4)、第一电机轴(7)、第二电机轴(10)和驱动机构(11)。2.根据权利要求1所述的一种尺寸自动识别控制的包蓝膜设备,其特征在于:多个所述凹槽(6)沿所述转子(5)圆周外壁均布。3.根据权利要求1所述的一种尺寸自动识别控制的包蓝膜设备,其特征在于:所述驱动机构(11)设置在所述第一电机轴(7)和轴体(8)之间。4.根据权利要求1所述的一种尺寸自动识别控制的包蓝膜设备,其特征在于:所述驱动机构(11)包括有设置在所述凹槽(6)侧壁的第一铰接座(111),设置在所述摆动电机座(9)中部的第二铰接座(112),所述第一铰接座(111)上铰接有伸缩机构(113),所述伸缩机构(113)的输出端和所述第二铰接座(112)铰接。5.根据权利要求4所述的一种尺寸自动识别控制的包蓝膜设备,其特征在于:所述伸缩机构(113)为伸缩电机。6.根据权利要求1所述的一种尺寸自动识别控制的包蓝膜设备,其特征在于:所述红外感应器(12)为对射式红外感应器,对射式红外感应器分为发射端和接收端,发射端设置在所述工作台(2)表面,接收端设置在所述工作台(2)的上方。7.根据权利要求1所述的一种尺寸自动识别控制的包蓝膜设备,其特征在于:所述第一电机轴(7)、第二电机轴(10)之间设置有蓝膜卷(100)连接。
技术总结
本实用新型公开一种尺寸自动识别控制的包蓝膜设备,包括设备本体,所述设备本体上设置有工作台,所述工作台上设置有电机座,所述电机座上安装有伺服电机,所述伺服电机的输出端设置有转子,所述转子圆周外壁设置有多个凹槽,所述凹槽内间隔设置有第一电机轴和轴体,所述轴体上套设有摆动电机座,所述摆动电机座外端设置有第二电机轴,所述凹槽内设置有用于驱动所述摆动电机座上下摆动的驱动机构,本实用新型解决了现有铝件贴蓝膜设备中存在的不足,能快速检测对应铝件尺寸,并控制适合宽度的蓝膜进行粘贴,大大的提高了加工和生产效率,提高了产量,更加的智能化,减少人工操作,且结构简单,使用方便。使用方便。使用方便。
技术研发人员:黄明明
受保护的技术使用者:珠海晨暮科技有限公司
技术研发日:2021.03.16
技术公布日:2021/10/29
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1