增强纯色壳面注塑用螺杆的制作方法
1.本实用新型涉及增强纯色壳面注塑用螺杆,属于螺杆技术领域。
背景技术:
2.pp加纤是非常常见的玻纤增强材料,在高温和长时间低负荷条件下, pp加纤材料不会产生变形,可使其制品具有良好的尺寸稳定性,被广泛用于制作汽车部件、体育器具以及高档大型家电面板等。此外,玻纤增强pp的可再生利用的特性使得这些材料在环保要求日益严格的今天具有更广阔的应用前景。但pp加纤材料在实际生产注塑成型时,特别是针对纯色壳面注塑成型时,存在制品韧性不够、制品表面粗糙不够光滑、有斑点、黑纹、发黄等表面性能不良的现象,严重影响了制品品质和成品率。因此,针对pp+玻纤在塑化过程中的工艺特点,急需开发应用于以pp+玻纤增强及添加剂共混的螺杆,以提高制品质量的稳定性。
技术实现要素:
3.本实用新型的目的是提供增强纯色壳面注塑用螺杆。
4.本实用新型要解决的问题是现有的pp加纤材料在实际生产注塑成型纯色壳面时,存在制品纯度不高,制品质量不稳定的缺陷。
5.为实现本实用新型的目的,本实用新型采用的技术方案是:
6.增强纯色壳面注塑用螺杆,包括螺杆本体、杆柄、卡槽、平直段、螺纹连接段、进料段、进料口、压缩段、计量段、沟槽段、主螺棱、副螺纹段、副螺棱、固相槽和液相槽,其特征是:所述螺杆本体上设有杆柄,杆柄上设有卡槽,卡槽后设有平直段,平直段末端设有螺纹连接段,螺纹连接段后设有进料段,进料段上设有进料口,进料段末端设有压缩段,压缩段末端设有计量段,计量段末端设有沟槽段,沟槽段上设有多组沟槽,进料段、压缩段和计量段上设有主螺棱,压缩段和计量段上设有副螺纹段,副螺纹段上设有副螺棱,副螺纹段上交替设有固相槽和液相槽。
7.进一步的,所述螺杆本体调质hb250-280,表面氮化层0.5mm,硬度900hv;主螺棱和副螺棱喷焊双合金0.8-1.0mm,硬度hrc58-62。
8.进一步的,所述螺杆本体的长径比为26-29,压缩比2-3。
9.进一步的,所述液相槽从计量段到进料段的方向上渐浅至与副螺棱等高;固相槽从进料段到计量段的方向上渐深至与计量段等深。
10.进一步的,所述主螺棱的高度大于副螺棱的高度,双螺棱的高度差为2.5mm。
11.进一步的,所述压缩段上的主螺棱的螺距与副螺棱的螺距相等。
12.进一步的,所述压缩段上的主螺棱的螺距大于进料段上的主螺棱的螺距。
13.本实用新型的优点是:针对玻纤硬度很高,助剂高温挥发后产生腐蚀性气体,本螺杆表面氮化处理,螺棱牙顶喷焊双合金,从而增强螺杆的耐磨损和耐腐蚀性能,提高螺杆使用寿命;通过设计渐变、分离、封头等结构使物料熔融混合均匀充分,提高制品韧性和表面
性能。
附图说明
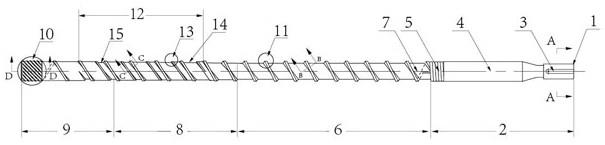
14.图1是增强纯色壳面注塑用螺杆的整体结构示意图;
15.图2是增强纯色壳面注塑用螺杆的卡槽a-a的断面图;
16.图3是增强纯色壳面注塑用螺杆的主螺棱b-b的断面图;
17.图4是增强纯色壳面注塑用螺杆的主螺棱和副螺棱c-c的断面图;
18.图5是增强纯色壳面注塑用螺杆的沟槽段放大结构示意图;
19.图6是增强纯色壳面注塑用螺杆的沟槽段d-d的剖面示意图图;
20.图7是增强纯色壳面注塑用螺杆的沟槽e-e的断面图;
21.图中:1、螺杆本体
ꢀꢀ
2、杆柄
ꢀꢀ
3、卡槽
ꢀꢀ
4、平直段
ꢀꢀ
5、螺纹连接段
ꢀꢀ
6、进料段
ꢀꢀ
7、进料口
ꢀꢀ
8、压缩段
ꢀꢀ
9、计量段
ꢀꢀ
10、沟槽段
ꢀꢀ
101、沟槽
ꢀꢀ
11、主螺棱
ꢀꢀ
12、副螺纹段
ꢀꢀ
13、副螺棱
ꢀꢀ
14、固相槽
ꢀꢀ
15、液相槽。
具体实施方式
22.下面结合附图及实施例对本实用新型作进一步的说明。
23.增强纯色壳面注塑用螺杆,包括螺杆本体1、杆柄2、卡槽3、平直段4、螺纹连接段5、进料段6、进料口7、压缩段8、计量段9、沟槽段10、主螺棱11、副螺纹段12、副螺棱13、固相槽14和液相槽15,所述螺杆本体1上设有杆柄2,用于提供固定,杆柄2上设有卡槽3,用于提高固定安装,卡槽3后设有平直段4,用于提供连接,平直段4末端设有螺纹连接段5,用于提高螺纹连接,螺纹连接段5后设有进料段6,用于进料,进料段6上设有进料口7,用于进料,进料段6末端设有压缩段8,用于熔融物料,压缩段8末端设有计量段9,用于挤出物料,计量段9末端设有沟槽段10,用于分割汇合物料,沟槽段10上设有多组沟槽101,用于分割汇合物料,进料段6、压缩段8和计量段9上设有主螺棱11,为螺杆组成部件,压缩段8和计量段9上设有副螺纹段12,用于分离物料,副螺纹段12上设有副螺棱13,用于分离物料,副螺纹段12上交替设有固相槽14和液相槽15,用于分离物料。
24.进一步的,所述螺杆本体1调质hb250-280,表面氮化层0.5mm,硬度900hv,主螺棱11和副螺棱13喷焊双合金0.8-1.0mm,硬度hrc58-62。
25.进一步的,所述螺杆本体1的长径比为26-29,压缩比2-3。
26.进一步的,所述液相槽15从计量段9到进料段6的方向上渐浅至与副螺棱13等高;固相槽14从进料段6到计量段9的方向上渐深至与计量段9等深。
27.进一步的,所述主螺棱11的高度大于副螺棱13的高度,双螺棱的高度差为2.5mm,主副螺纹五个分离。
28.进一步的,所述压缩段8上的主螺棱11的螺距与副螺棱13的螺距相等。
29.进一步的,所述压缩段8上的主螺棱11的螺距大于进料段6上的主螺棱11的螺距。
30.使用方法:将螺杆本体1装机后,调整机器的加工温度,使之接近被加工物料的理想加工温度范围,当螺杆本体1达到预调温度时,启动机器;螺杆本体1在机筒内转动,物料从料斗进入料筒后,首先从进料口7到达进料段6,通过螺杆本体1转动推动物料在进料段6内向前移动;之后物料进入压缩段8,在压缩段8内物料颗粒所组成的固相在传导热与粘性
耗散热共同作用下逐渐转变为液相,两相共同存在,并通过固相槽14和液相槽15将固态物料和液态物料相分离,并使液态物料从出料口处排出,而固态物料被阻挡在固相槽14内进一步压实、塑化;最后已熔融的液态物料进入计量段9内,通过沟槽段10内的多组沟槽101进行多次分流、汇合,改变流动方向,使熔体组分与温度均化,最终通过螺杆头挤出造粒。
技术特征:
1.增强纯色壳面注塑用螺杆,包括螺杆本体(1)、杆柄(2)、卡槽(3)、平直段(4)、螺纹连接段(5)、进料段(6)、进料口(7)、压缩段(8)、计量段(9)、沟槽段(10)、主螺棱(11)、副螺纹段(12)、副螺棱(13)、固相槽(14)和液相槽(15),其特征是:所述螺杆本体(1)上设有杆柄(2),杆柄(2)上设有卡槽(3),卡槽(3)后设有平直段(4),平直段(4)末端设有螺纹连接段(5),螺纹连接段(5)后设有进料段(6),进料段(6)上设有进料口(7),进料段(6)末端设有压缩段(8),压缩段(8)末端设有计量段(9),计量段(9)末端设有沟槽段(10),沟槽段(10)上设有多组沟槽(101),进料段(6)、压缩段(8)和计量段(9)上设有主螺棱(11),压缩段(8)和计量段(9)上设有副螺纹段(12),副螺纹段(12)上设有副螺棱(13),副螺纹段(12)上交替设有固相槽(14)和液相槽(15)。2.根据权利要求1所述的增强纯色壳面注塑用螺杆,其特征是:所述螺杆本体(1)调质hb250-280,表面氮化层0.5mm,硬度900hv;主螺棱(11)和副螺棱(13)喷焊双合金0.8-1.0mm,硬度hrc58-62。3.根据权利要求1所述的增强纯色壳面注塑用螺杆,其特征是:所述螺杆本体(1)的长径比为26-29,压缩比2-3。4.根据权利要求1所述的增强纯色壳面注塑用螺杆,其特征是:所述液相槽(15)从计量段(9)到进料段(6)的方向上渐浅至与副螺棱(13)等高;固相槽(14)从进料段(6)到计量段(9)的方向上渐深至与计量段(9)等深。5.根据权利要求1所述的增强纯色壳面注塑用螺杆,其特征是:所述主螺棱(11)的高度大于副螺棱(13)的高度,双螺棱的高度差为2.5mm。6.根据权利要求1所述的增强纯色壳面注塑用螺杆,其特征是:所述压缩段(8)上的主螺棱(11)的螺距与副螺棱(13)的螺距相等。7.根据权利要求1所述的增强纯色壳面注塑用螺杆,其特征是:所述压缩段(8)上的主螺棱(11)的螺距大于进料段(6)上的主螺棱(11)的螺距。
技术总结
增强纯色壳面注塑用螺杆,包括螺杆本体、杆柄、卡槽、平直段、螺纹连接段、进料段、进料口、压缩段、计量段、沟槽段、主螺棱、副螺纹段、副螺棱、固相槽和液相槽。本实用新型的优点是:针对玻纤硬度很高,助剂高温挥发后产生腐蚀性气体,本螺杆表面氮化处理,螺棱牙顶喷焊双合金,从而增强螺杆的耐磨损和耐腐蚀性能,提高螺杆使用寿命;通过设计渐变、分离、封头等结构使物料熔融混合均匀充分,提高制品韧性和表面性能。性能。性能。
技术研发人员:沈琪 艾贺春 唐勤宝 姚海峰
受保护的技术使用者:浙江嘉丞机械有限公司
技术研发日:2021.05.26
技术公布日:2022/4/21
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1