一种汽车仪表板喇叭罩织物的自动热压包边模具的制作方法
1.本实用新型涉及机械领域,尤其涉及自动热压包边技术,具体而言是一种汽车仪表板喇叭罩织物的自动热压包边模具。
背景技术:
2.现有技术中,汽车仪表板喇叭罩织物热压包边,是将预包覆好的产品,定位在模具上热压包边;或是将片材织物与喷好胶的骨架,分别放在上下模,进行热压包边;此两种工艺投入的人工、成本、设备、场地要求较高,生产效率低,现有技术中无法将模内铺皮、自动夹皮、自动加热激活胶水、自动包边工艺集成在一个热压包边装置内。
技术实现要素:
3.本实用新型的目的在于提供一种汽车仪表板喇叭罩织物的自动热压包边模具,所述的这种汽车仪表板喇叭罩织物的自动热压包边模具要解决现有技术中汽车仪表板喇叭罩织物热压包边效率较低的技术问题。
4.本实用新型的一种汽车仪表板喇叭罩织物的自动热压包边模具,包括下模、上模和控制器,所述上模设置在下模上,下模包括胎具、托盘、胎具移动机构、托盘移动升降机构,胎具移动机构包括第一移动气缸,第一移动气缸的活塞杆通过第一传动机构与胎具连接,托盘移动升降机构包括第二移动气缸和第一升降气缸,第二移动气缸的活塞杆通过第二传动机构与托盘连接,第一升降气缸的活塞杆通过第三传动机构与托盘连接,托盘上方设置有压紧升降机构,压紧升降机构包括料框、翻转气缸和第二升降气缸,翻转气缸的活塞杆通过第三传动机构与料框连接,第二升降气缸设置在料框的下方,上模包括上胎模、包边单元、加热装置,上胎模与胎具相适配,上胎模连接有压机;
5.所述控制器的信号输出端分别与第一移动气缸、第二移动气缸、第一升降气缸、翻转气缸、第二升降气缸、包边单元、加热装置、压机的控制端连接。
6.进一步的,所述加热装置为红外灯管。
7.进一步的,所述控制器采用plc控制器。
8.本实用新型与现有技术相比,其效果是积极和明显的。本实用新型的一种汽车仪表板喇叭罩织物的自动热压包边模具能在模内铺片材织物、自动夹紧片材织物、自动对骨架胶水加热激活、完成自动包边,相对于预包覆好的产品热压包边或是片材织物与喷好胶的骨架进行热压包边,本模具只须人工铺好片材织物,放好骨架,就可以通过本装置自动夹紧片材织物、自动加热激活骨架上的胶水,进而完成自动热压包边,本模具的应用性更强,生产效率更高。
附图说明
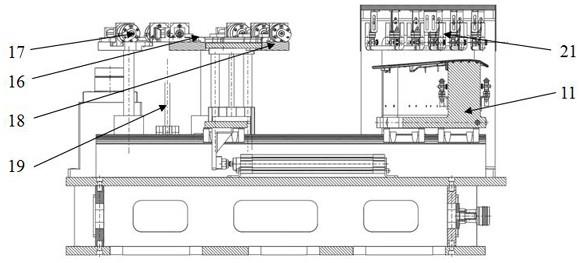
9.图1为本实用新型的结构示意图。
10.图2为本实用新型的立体结构示意图。
具体实施方式
11.实施例1
12.以下结合附图和实施例对本实用新型作进一步描述,但本实用新型并不限制于本实施例,凡是采用本实用新型的相似结构及其相似变化,均应列入本实用新型的保护范围。
13.如图1和图2所示,本实用新型的一种汽车仪表板喇叭罩织物的自动热压包边模具,包括下模、上模和控制器,所述上模设置在下模上,下模包括胎具11、托盘13、胎具移动机构、托盘移动升降机构,胎具移动机构包括第一移动气缸12,第一移动气缸12的活塞杆通过第一传动机构与胎具11连接,托盘移动升降机构包括第二移动气缸14和第一升降气缸15,第二移动气缸14的活塞杆通过第二传动机构与托盘13连接,第一升降气缸15的活塞杆通过第三传动机构与托盘13连接,托盘13上方设置有压紧升降机构,压紧升降机构包括料框18、翻转气缸17和第二升降气缸19,翻转气缸17的活塞杆通过第三传动机构与料框18连接,第二升降气缸19设置在料框18的下方,上模包括上胎模31、包边单元32、加热装置21,上胎模31与胎具11相适配,上胎模31连接有压机;
14.所述控制器的信号输出端分别与第一移动气缸12、第二移动气缸14、第一升降气缸15、翻转气缸17、第二升降气缸19、包边单元32、加热装置21、压机的控制端连接。
15.进一步的,所述加热装置21为红外灯管。
16.进一步的,所述控制器采用plc控制器。
17.具体的,第一传动机构包括直线导轨,压紧升降机构包括导向机构,包边单元32由气缸和直线导轨及相关零件组成。包边要求按照三维数据确定,胎具11移动、托盘13移动与升降、料框18夹紧与升降、模具上下合模时间、加热装置21的加热时间、包边单元32的包边运动等都是通过plc程序控制。
18.具体的,本实施例中的下模、上模、控制器、胎具11、托盘13、胎具移动机构、托盘移动升降机构、第一移动气缸12、第一传动机构、第二移动气缸14、第一升降气缸15、第二传动机构、第三传动机构、压紧升降机构、料框18、翻转气缸17、第二升降气缸19、上胎模31、包边单元32、加热装置21、压机等均采用现有技术中的公知方案,本领域技术人员均已了解,在此不再赘述。
19.本实施例的工作原理:
20.本实用新型是在现有技术中的热压包边模具基础上进行改进,具有片材织物定位工位、胎模骨架放件工位、加热工位、复合工位。工作时,人工将喷好胶的骨架放置在胎具11上,载有骨架的胎具11通过第一移动气缸12作用进入加热工位,然后,托盘13在第二移动气缸14的作用下上升至片材织物定位工位,人工将片材织物放置在托盘13上,压紧机构将片材织物压紧,托盘13通过第二升降气缸19下降,并通过第二移动气缸14的作用移动至原位,接着,加热装置21对胎具11上的骨架上的胶水进行加热,加热完毕后胎具11通过第一移动气缸12的作用下移动至复合工位,压机带动上胎模31下压合模,料框18通过第二升降气缸19的泄压下降
→
翻转气缸17泄压松开片材织物,包边单元32开始包边工作,保压
→
开模取件,骨架留下模,如此循环。
21.本实用新型能在模内铺片材织物、自动夹紧片材织物、自动对骨架胶水加热激活、完成自动包边。相对于预包覆好的产品热压包边或者片材织物与喷好胶的骨架进行热压包边,本模具只须人工铺好片材织物,放好骨架,就可以通过本装置自动夹紧片材织物、自动
加热激活骨架上的胶水,进而完成自动热压包边,本模具的应用性更强,生产效率更高。
22.本实用新型满足生产注塑骨架与片材织物的一体热压复合,具有加热、自动夹紧、包边功能,且能实现模内铺片材织物的功能,集成性极高,自动化程度高,生产节拍远快于传统热压包边工艺,操作快捷、简单,做出的产品合格率高,大大地提高了生产效率,完全满足生产需求。
技术特征:
1.一种汽车仪表板喇叭罩织物的自动热压包边模具,其特征在于:包括下模、上模和控制器,所述上模设置在下模上,下模包括胎具(11)、托盘(13)、胎具移动机构、托盘移动升降机构,胎具移动机构包括第一移动气缸(12),第一移动气缸(12)的活塞杆通过第一传动机构与胎具(11)连接,托盘移动升降机构包括第二移动气缸(14)和第一升降气缸(15),第二移动气缸(14)的活塞杆通过第二传动机构与托盘(13)连接,第一升降气缸(15)的活塞杆通过第三传动机构与托盘(13)连接,托盘(13)上方设置有压紧升降机构,压紧升降机构包括料框(18)、翻转气缸(17)和第二升降气缸(19),翻转气缸(17)的活塞杆通过第三传动机构与料框(18)连接,第二升降气缸(19)设置在料框(18)的下方,上模包括上胎模(31)、包边单元(32)、加热装置(21),上胎模(31)与胎具(11)相适配,上胎模(31)连接有压机;所述控制器的信号输出端分别与第一移动气缸(12)、第二移动气缸(14)、第一升降气缸(15)、翻转气缸(17)、第二升降气缸(19)、包边单元(32)、加热装置(21)、压机的控制端连接。2.根据权利要求1所述的一种汽车仪表板喇叭罩织物的自动热压包边模具,其特征在于:所述加热装置(21)为红外灯管。3.根据权利要求1所述的一种汽车仪表板喇叭罩织物的自动热压包边模具,其特征在于:所述控制器采用plc控制器。
技术总结
一种汽车仪表板喇叭罩织物的自动热压包边模具,包括下模、上模和控制器,所述上模设置在下模上,下模包括胎具、托盘、胎具移动机构、托盘移动升降机构,胎具移动机构包括第一移动气缸,第二移动气缸的活塞杆通过第二传动机构与托盘连接,第一升降气缸的活塞杆通过第三传动机构与托盘连接,托盘上方设置有压紧升降机构,翻转气缸的活塞杆通过第三传动机构与料框连接,第二升降气缸设置在料框的下方,上模包括上胎模、包边单元、加热装置,上胎模与胎具相适配,上胎模连接有压机。本实用新型只须人工铺好片材织物,放好骨架,就可以通过本装置自动夹紧片材织物、自动加热激活骨架上的胶水,进而完成自动热压包边,生产效率更高。生产效率更高。生产效率更高。
技术研发人员:郭恒兵
受保护的技术使用者:上海古汉汽车饰件模具有限公司
技术研发日:2021.06.15
技术公布日:2021/11/17
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1