一种改良型烟嘴成型用双钩销热嘴注胶结构的制作方法
1.本实用新型涉及一种改良型烟嘴成型用双钩销热嘴注胶结构。
背景技术:
2.塑胶三板模具内设置型腔以及与型腔连通的流道,在注胶时,通过热嘴与流道连通,从而将热溶胶注入到型腔内进行成型为烟嘴。在成型后,需要将流道内成型的料头与成型产品分离,为此,如图1所示,现有提供了一种热嘴结构,其包括水口吊块100、水口钩针200、热嘴安装套300和热嘴400。其通过在热嘴上设置水口钩针的一端伸入流道内实现水口拉断,从而达到料头与成型产品分离的目的。
3.但是,这种热嘴结构对于一模多穴小产品生产时,却存在以下问题:两个水口钩针的间距限制了产品排位间距加大,导致模具尺寸加大,且使得一套模具内的穴位数受到限制,导致加工成本较高。
技术实现要素:
4.本实用新型的目的在于克服以上所述的缺点,提供一种改良型烟嘴成型用双钩销热嘴注胶结构。
5.为实现上述目的,本实用新型的具体方案如下:
6.一种改良型烟嘴成型用双钩销热嘴注胶结构,应用于塑胶三板模具注胶成型,塑胶三板模具设有成型腔以及与成型腔连通的流道,包括热嘴套、注胶热嘴、注胶座和两个水口钩销;
7.所述注胶座设有用于与流道连通的注胶口;所述热嘴套的一端插接在注胶口上;所述热嘴套设有热嘴安装孔;所述注胶热嘴的一端套设于热嘴安装孔内;所述两个水口钩销对称分布;所述水口钩销的一端连接在热嘴套的一端的端面上,所述水口钩销的另一端设有锥面结构,所述锥面结构的锥面朝向热嘴套;其中,在使用时,所述水口钩销的另一端向下突伸入流道内,使得锥面结构位于流道内。
8.本实用新型进一步地,所述锥面结构的锥面上均布有凸纹、波纹槽、螺旋槽、齿牙中的一种或多种的组合的微结构。
9.本实用新型进一步地,所述水口钩销的一端通过焊接方式连接在热嘴套上。
10.本实用新型进一步地,所述热嘴套的外壁靠近水口钩销的位置套设有第一密封圈。
11.本实用新型进一步地,所述热嘴套一端的外壁与注胶口锥面配合。
12.本实用新型进一步地,所述热嘴套与注胶热嘴之间设置有第二密封圈。
13.本实用新型进一步地,所述锥面结构的锥度为3.5:1。
14.本实用新型的有益效果为:本实用新型通过将水口钩销设置在热嘴套的端面上,从而大大减小两个水口钩销之间的间距,使得产品排位间距减小,从而利于减小模具整体结构的尺寸,以及利于增加一套模具结构内的穴位数,进而大大降低加工成本。
15.本实用新型的水口钩销的长度大大缩短,从而节省水口钩销的使用成本,利于降低生产成本。
附图说明
16.图1是现有热嘴结构的剖视图;
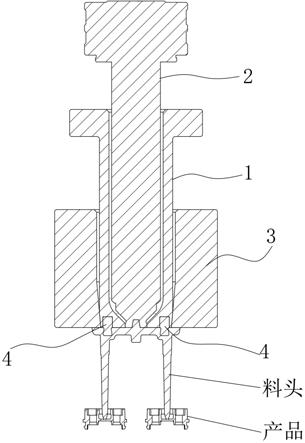
17.图2是本实用新型的剖视图;
18.图3是本实用新型的热嘴套与水口钩销配合的结构示意图;
19.附图标记说明:100、水口吊块;200、水口钩针;300、热嘴安装套;400、热嘴;1、热嘴套;2、注胶热嘴;3、注胶座;4、水口钩销。
具体实施方式
20.下面结合附图和具体实施例对本实用新型作进一步详细的说明,并不是把本实用新型的实施范围局限于此。
21.如图1至图3所示,本实施例所述的一种改良型烟嘴成型用双钩销热嘴注胶结构,应用于塑胶三板模具注胶成型,塑胶三板模具设有成型腔以及与成型腔连通的流道,包括热嘴套1、注胶热嘴2、注胶座3和两个水口钩销4;
22.所述注胶座3设有用于与流道连通的注胶口;所述热嘴套1的一端插接在注胶口上;所述热嘴套1设有热嘴安装孔;所述注胶热嘴2的一端套设于热嘴安装孔内;所述两个水口钩销4对称分布;所述水口钩销4的一端连接在热嘴套1的一端的端面上,所述水口钩销4的另一端设有锥面结构,所述锥面结构的锥面朝向热嘴套1;其中,在使用时,所述水口钩销4的另一端向下突伸入流道内,使得锥面结构位于流道内。
23.实际使用时,注胶座3封堵住流道的开口位置,然后通过注胶热嘴2经由注胶口向流道内注入热熔胶,经由流道进入成型腔内,进行产品的成型,而流道内的热熔胶成型为料头,此时,由于水口钩销4的锥面结构位于流道内,流道内的热熔胶会包覆锥面结构,使得成型后的料头通过锥面结构与水口钩销4形成倒扣连接,然后注胶座3带动热嘴套1上移,使得料头与成型产品拉断脱离,实现水口拉断的目的。
24.本实施例通过将水口钩销4设置在热嘴套1的端面上,从而大大减小两个水口钩销4之间的间距,使得产品排位间距减小,从而利于减小模具整体结构的尺寸,以及利于增加一套模具结构内的穴位数,进而大大降低加工成本。
25.本实施例的水口钩销4的长度大大缩短,从而节省水口钩销4的使用成本,利于降低生产成本。
26.基于上述实施例的基础上,进一步地,所述锥面结构的锥面上均布有凸纹、波纹槽、螺旋槽、齿牙中的一种或多种的组合的微结构(图中并未显示)。如此设置,利于增大锥面结构与料头的接触面积,保证在料头与产品脱离时锥面结构保持与料头倒扣连接,不易被拔脱,结构更可靠,同时通过设置不同的微结构,以适应不同材料产品的成型,从而确保水口拉断的可靠实现。
27.基于上述实施例的基础上,进一步地,所述水口钩销4的一端通过焊接方式连接在热嘴套1上。具体地,水口钩销4通过烧焊焊接在热嘴套1上,确保水口钩销4与热嘴套1的可靠连接,结构更牢固。
28.基于上述实施例的基础上,进一步地,所述热嘴套1的外壁靠近水口钩销4的位置套设有第一密封圈。如此设置,进一步避免热熔胶溢出至热嘴套1与注胶口之间。
29.基于上述实施例的基础上,进一步地,所述热嘴套1一端的外壁与注胶口锥面配合。如此设置,使得热嘴套1插接在注胶口后,热嘴套1的外壁与注胶口形成锥面密封,防止热熔胶溢出。
30.基于上述实施例的基础上,进一步地,所述热嘴套1与注胶热嘴2之间设置有第二密封圈。如此设置,防止热熔胶溢出热嘴套1的内壁与注胶热嘴2的外壁之间。
31.基于上述实施例的基础上,进一步地,所述锥面结构的锥度为3.5:1。如此设置,既保证水口钩销4与料头之间形成可靠的倒扣连接,又也利于后续料头的去除。
32.以上所述仅是本实用新型的一个较佳实施例,故凡依本实用新型专利申请范围所述的构造、特征及原理所做的等效变化或修饰,包含在本实用新型专利申请的保护范围内。
技术特征:
1.一种改良型烟嘴成型用双钩销热嘴注胶结构,应用于塑胶三板模具注胶成型,塑胶三板模具设有成型腔以及与成型腔连通的流道,其特征在于,包括热嘴套(1)、注胶热嘴(2)、注胶座(3)和两个水口钩销(4);所述注胶座(3)设有用于与流道连通的注胶口;所述热嘴套(1)的一端插接在注胶口上;所述热嘴套(1)设有热嘴安装孔;所述注胶热嘴(2)的一端套设于热嘴安装孔内;所述两个水口钩销(4)对称分布;所述水口钩销(4)的一端连接在热嘴套(1)的一端的端面上,所述水口钩销(4)的另一端设有锥面结构,所述锥面结构的锥面朝向热嘴套(1);其中,在使用时,所述水口钩销(4)的另一端向下突伸入流道内,使得锥面结构位于流道内。2.根据权利要求1所述的一种改良型烟嘴成型用双钩销热嘴注胶结构,其特征在于,所述锥面结构的锥面上均布有凸纹、波纹槽、螺旋槽、齿牙中的一种或多种的组合的微结构。3.根据权利要求1所述的一种改良型烟嘴成型用双钩销热嘴注胶结构,其特征在于,所述水口钩销(4)的一端通过焊接方式连接在热嘴套(1)上。4.根据权利要求1所述的一种改良型烟嘴成型用双钩销热嘴注胶结构,其特征在于,所述热嘴套(1)的外壁靠近水口钩销(4)的位置套设有第一密封圈。5.根据权利要求1所述的一种改良型烟嘴成型用双钩销热嘴注胶结构,其特征在于,所述热嘴套(1)一端的外壁与注胶口锥面配合。6.根据权利要求1所述的一种改良型烟嘴成型用双钩销热嘴注胶结构,其特征在于,所述热嘴套(1)与注胶热嘴(2)之间设置有第二密封圈。7.根据权利要求1所述的一种改良型烟嘴成型用双钩销热嘴注胶结构,其特征在于,所述锥面结构的锥度为3.5:1。
技术总结
本实用新型公开了一种改良型烟嘴成型用双钩销热嘴注胶结构,包括热嘴套、注胶热嘴、注胶座和两个水口钩销;注胶座设有用于与流道连通的注胶口;热嘴套的一端插接在注胶口上;热嘴套设有热嘴安装孔;注胶热嘴的一端套设于热嘴安装孔内;两个水口钩销对称分布;水口沟针的一端连接在热嘴套的一端的端面上,水口钩销的另一端设有锥面结构,锥面结构的锥面朝向热嘴套;在使用时,水口钩销的另一端向下突伸入流道内,使得锥面结构位于流道内;本实用新型通过将水口钩销设置在热嘴套的端面上,从而大大减小两个水口钩销之间的间距,使得产品排位间距减小,从而利于减小模具整体结构的尺寸,以及利于增加一套模具结构内的穴位数,进而大大降低加工成本。大降低加工成本。大降低加工成本。
技术研发人员:余玄 杨明旺 邓邦玉
受保护的技术使用者:东莞市欣辉盛精密工业有限公司
技术研发日:2021.06.25
技术公布日:2022/1/11
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1