一种带烘房的板材热成型流水线的制作方法
1.本实用新型涉及一种压克力板材生产流水线,具体说是一种带烘房的板材热成型流水线。
背景技术:
2.面对制造业产能过剩,“用工荒”,供给侧经济改革的现状,转型发展已迫在眉睫。随着全球化、制造业产业升级、德国工业4.0、工业化信息化两化融合,智慧工厂引领企业的可持续发展,并且在国家提出“中国制造2025”战略之际,作为亚克力行业龙头企业,应适应时代潮流,紧跟着国家步伐,走在行业前沿,把打造首个行业数字智慧工厂(无人车间)作为战略规划的重中之重。
3.鉴于压克力板材热成型规格、要求多样化,原有采用常规底部电加热烘房,将压克力集中放置烘架后送入烘房,在完成加热后取出再将烘架上压克力放入相应模具中成型,其压克力集中装架、卸架费时费力,烘房整体多块加热,无法有效控制每块板材的加热程度,且在卸架放入相应模具时易导致温降,从而影响到成型效果和质量,其生产效率、质量已不能满足生产规模及工艺要求。
技术实现要素:
4.本实用新型提供了一种结构紧凑,能精确、有效控制每块板材的加热和及时送模成型,有利于提高生产效率和热成型质量的带烘房的板材热成型流水线。
5.本实用新型采用的技术方案是:一种带烘房的板材热成型流水线,包括送入输送带、烘房箱体,送入输送带由前端送入连接烘房箱体内水平辊组传送带,其特征在于:所述水平辊组传送带上、下方分别设置多个上、下加热棒,上加热棒上方的烘房箱体左右两侧分别设置多个上进风机,下加热棒下方的烘房箱体左右两分别设置多个下进风机;所述烘房箱体同侧的上、下进风机上下错位设置;上、下进风机外接带预加热棒的预加热箱进风;所述烘房箱体后端接有成型模具。
6.进一步地,所述烘房箱体左右两侧的多个上进风机左右错位设置。
7.进一步地,所述水平辊组传送带经伺服电机通过链轮链条组驱动往复或直线进给。
8.进一步地,所述上、下加热棒上下错位设置。
9.进一步地,所述上、下加热棒的两两相邻加热棒之间间距大于水平辊组传送带两两相邻水平辊之间间距。
10.进一步地,所述成型模具接于水平辊组传送带的末端。
11.本实用新型通过送入输送带将需要烘制加热的压克力板材送入烘房箱体的水平辊组传送带上,启动上、下加热棒,通过左右两侧上下的上、下进风机错位设置进行预加热送风,能兼顾烘房腔体内的快速温升和空气流动均恒内部温度,结合水平辊组传送带经伺服电机通过链轮链条组驱动往复或直线进给,在未达到加热温度要求时,水平辊组传送带
往复传送压克力板材,有效防止压克力板材与水平辊组传送带的粘结,同时能使板材能均衡加热,便于提高后续成型质量;在达到加热温度要求后,水平辊组传送带切换直线进给,将压克力板材由水平辊组传送带末端直接送入成型模具中,整体烘制、成型效率高,且无需多次搬运装卸,避免搬运装卸操作导致温降的问题。
附图说明
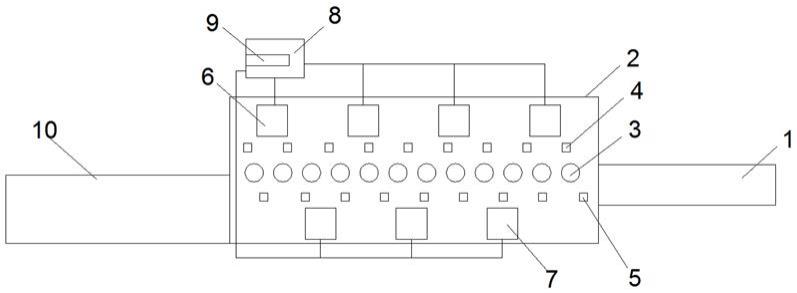
12.图1为本实用新型结构示意图。
13.图中:送入输送带1、烘房箱体2、水平辊组传送带3、上加热棒4、下加热棒5、上进风机6、下进风机7、预加热箱8、预加热棒9、成型模具10。
具体实施方式
14.以下结合附图作进一步说明。
15.图1所示:一种带烘房的板材热成型流水线包括送入输送带1、烘房箱体2、水平辊组传送带3、上加热棒4、下加热棒5、上进风机6、下进风机7、预加热箱8、预加热棒9、成型模具10。送入输送带1由前端送入连接烘房箱体2内水平辊组传送带3,水平辊组传送带经伺服电机通过链轮链条组驱动往复或直线进给(该技术属于现有技术,本实施例不作详述),水平辊组传送带上、下方分别设置多个上、下加热棒4、5,上加热棒上方的烘房箱体左右两侧分别设置多个上进风机6,下加热棒下方的烘房箱体左右两分别设置多个下进风机7;烘房箱体同侧的上、下进风机上下错位设置;上、下进风机外接带预加热棒9的预加热箱进风8;烘房箱体后端接有成型模具10。
16.在上述实施例中,上、下加热棒上下错位设置,便于均衡内部温升。上、下加热棒的两两相邻加热棒之间间距大于水平辊组传送带两两相邻水平辊之间间距,能有效防止两水平辊间受热过量,造成局部支撑下凹和在辊组上粘粘。
17.在上述实施例基础上,可将烘房箱体左右两侧的多个上进风机左右错位设置,便于内部送风均衡预热空气流动。
技术特征:
1.一种带烘房的板材热成型流水线,包括送入输送带、烘房箱体,送入输送带由前端送入连接烘房箱体内水平辊组传送带,其特征在于:所述水平辊组传送带上、下方分别设置多个上、下加热棒,上加热棒上方的烘房箱体左右两侧分别设置多个上进风机,下加热棒下方的烘房箱体左右两分别设置多个下进风机;所述烘房箱体同侧的上、下进风机上下错位设置;上、下进风机外接带预加热棒的预加热箱进风;所述烘房箱体后端接有成型模具。2.根据权利要求1所述的一种带烘房的板材热成型流水线,其特征是:所述烘房箱体左右两侧的多个上进风机左右错位设置。3.根据权利要求1所述的一种带烘房的板材热成型流水线,其特征是:所述水平辊组传送带经伺服电机通过链轮链条组驱动往复或直线进给。4.根据权利要求1所述的一种带烘房的板材热成型流水线,其特征是:所述上、下加热棒上下错位设置。5.根据权利要求1或4所述的一种带烘房的板材热成型流水线,其特征是:所述上、下加热棒的两两相邻加热棒之间间距大于水平辊组传送带两两相邻水平辊之间间距。6.根据权利要求1所述的一种带烘房的板材热成型流水线,其特征是:所述成型模具接于水平辊组传送带的末端。
技术总结
本实用新型涉及一种带烘房的板材热成型流水线,包括送入输送带、烘房箱体,送入输送带由前端送入连接烘房箱体内水平辊组传送带,所述水平辊组传送带上、下方分别设置多个上、下加热棒,上加热棒上方的烘房箱体左右两侧分别设置多个上进风机,下加热棒下方的烘房箱体左右两分别设置多个下进风机;所述烘房箱体同侧的上、下进风机上下错位设置;上、下进风机外接带预加热棒的预加热箱进风;所述烘房箱体后端接有成型模具。其结构紧凑,能精确、有效控制每块板材的加热和及时送模成型,有利于提高生产效率和热成型质量。效率和热成型质量。效率和热成型质量。
技术研发人员:汤月生 王建丰 汤佳晨 顾飞 曹海霞
受保护的技术使用者:汤臣(江苏)材料科技股份有限公司
技术研发日:2021.07.09
技术公布日:2022/2/7
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1