挤出造粒模板的制作方法
1.本实用新型涉及一种挤出造粒模板。
背景技术:
2.目前,模板属于水下切粒辅机部件,高分子材料通过挤出机熔融后,从所述模板中被挤出然后被切成微小的颗粒,模板通过导热油加热,主要起定径与成型作用。但是,现有的模板只适合小产量生产,若要增大产量则需要在模板中设置更多的出料孔,这会导致模板的直径加大很多,进而导致模板出现加热不均匀、易冷却、热量补偿跟不上等问题,导致出料孔容易堵孔。
技术实现要素:
3.本实用新型所要解决的技术问题是克服现有技术的缺陷,提供一种挤出造粒模板,它能够在同等大小的模板中设置更多的出料孔,进而能够提高造粒的产量和避免模板因加热不均匀而堵孔。
4.为了解决上述技术问题,本实用新型的技术方案是:一种挤出造粒模板,它包括:
5.板体;
6.所述板体中设有多个沿所述板体的厚度方向贯穿所述板体的造粒通道,多个所述造粒通道沿所述板体的周向依次排列形成环形;
7.所述造粒通道包括适于接入物料的进料通道以及多个与所述进料通道连通的出料孔;
8.所述进料通道的横截面形状为腰形结构,腰型结构的长度方向沿所述板体的径向设置。
9.进一步,所述板体适于连接在挤出机上;
10.所述板体上设有适于与所述挤出机卡接的卡槽;
11.所述进料通道的入口端与所述卡槽连通;
12.所述进料通道的出口端与多个所述出料孔连通。
13.进一步提供一种所述卡槽的具体形状,所述卡槽为环形结构。
14.进一步提供一种所述进料通道与所述卡槽的具体连通方式,所述进料通道通过锥形通道与所述卡槽相连通。
15.进一步为了将所述板体连接在所述挤出机上,所述板体的外周部上设有多个用于将所述板体连接在所述挤出机上的外部螺栓连接孔。
16.进一步,所述出料孔的出口端位于所述板体的右端面,所述板体的右端面上镶嵌有硬质合金。
17.进一步为了将分流锥连接在所述板体上,所述板体的中心部设有适于将分流锥连接在所述板体上的内部螺栓连接孔。
18.进一步为了定位所述分流锥,所述板体上还设有适于限定所述分流锥相对所述板
体的位置的定位凹槽。
19.采用了上述技术方案后,挤出机中的物料先进入所述进料通道中然后从所述出料孔中被挤出,将所述进料通道的横截面形状设置为腰形结构并将腰形结构的长度方向沿所述板体的径向设置,一方面能够在所述板体直径不变的情况下设置更多的进料通道,另一方面能够在每个进料通道设置更多的出料孔,出料孔多了就能够提高挤出造粒的效率和产量;并且由于所述板体的直径没有增大,板体直径仍然较小,因此能够使所述板体加热更加均匀,热量传递快,不易堵孔。
附图说明
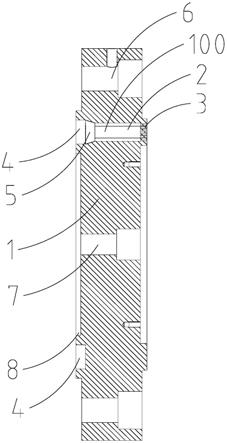
20.图1为本实用新型的挤出造粒模板的结构示意图;
21.图2为图1的局部详图;
22.图3为图1的左视图;
23.图4为图1的右视图。
具体实施方式
24.为了使本实用新型的内容更容易被清楚地理解,下面根据具体实施例并结合附图,对本实用新型作进一步详细的说明。
25.如图1~4所示,一种挤出造粒模板,它包括:
26.板体1;
27.所述板体1中设有多个沿所述板体1的厚度方向贯穿所述板体1的造粒通道100,多个所述造粒通道100沿所述板体1的周向依次排列形成环形;
28.所述造粒通道100包括适于接入物料的进料通道2以及多个与所述进料通道2连通的出料孔3;
29.所述进料通道2的横截面形状为腰形结构,腰型结构的长度方向沿所述板体1的径向设置;具体的,挤出机中的物料先进入所述进料通道2中然后从所述出料孔3中被挤出,将所述进料通道2的横截面形状设置为腰形结构并将腰形结构的长度方向沿所述板体1的径向设置,一方面能够在所述板体1直径不变的情况下设置更多的进料通道2,另一方面能够在每个进料通道2设置更多的出料孔3,出料孔3多了就能够提高挤出造粒的效率和产量;并且由于所述板体1的直径没有增大,板体1直径仍然较小,因此能够使所述板体1加热更加均匀,热量传递快,不易堵孔。
30.另一方面,如果产量不变即出料孔3的数量不变,那么板体1的直径可以设计的更小,板体1与水接触的面积减小,板体1的热量散失慢,有利于挤出。
31.在本实施例中,所述挤出造粒模板适合小颗粒大产量的挤出生产,颗粒直径在0.5mm~1.5mm之间,产量在每小时一顿。
32.如图1、2所示,所述板体1适于连接在挤出机上;
33.所述板体1上设有适于与所述挤出机卡接的卡槽4;
34.所述进料通道2的入口端与所述卡槽4连通;
35.所述进料通道2的出口端与多个所述出料孔3连通。
36.在本实施例中,所述卡槽4为环形结构。
37.如图1、2所示,所述进料通道2可以通过锥形通道5与所述卡槽4相连通。
38.如图1、3、4所示,所述板体1的外周部上可以设有多个用于将所述板体1连接在所述挤出机上的外部螺栓连接孔6;具体的,所述挤出机的具体结构为本领域技术人员熟知的现有技术,本实施例中不作具体赘述。
39.在本实施例中,所述出料孔3的出口端位于所述板体1的右端面,所述板体1的右端面上可以镶嵌有硬质合金。
40.如图1、3、4所示,所述板体1的中心部可以设有适于将分流锥连接在所述板体1上的内部螺栓连接孔7;具体的,所述分流锥的具体结构为本领域技术人员熟知的现有技术,本实施例中不作具体赘述。
41.如图1所示,所述板体1上还设有适于限定所述分流锥相对所述板体1的位置的定位凹槽8。
42.本实用新型的工作原理如下:
43.挤出机中的物料先进入所述进料通道2中然后从所述出料孔3中被挤出,将所述进料通道2的横截面形状设置为腰形结构并将腰形结构的长度方向沿所述板体1的径向设置,一方面能够在所述板体1直径不变的情况下设置更多的进料通道2,另一方面能够在每个进料通道2设置更多的出料孔3,出料孔3多了就能够提高挤出造粒的效率和产量;并且由于所述板体1的直径没有增大,板体1直径仍然较小,因此能够使所述板体1加热更加均匀,热量传递快,不易堵孔。
44.以上所述的具体实施例,对本实用新型解决的技术问题、技术方案和有益效果进行了进一步详细说明,所应理解的是,以上所述仅为本实用新型的具体实施例而已,并不用于限制本实用新型,凡在本实用新型的精神和原则之内,所做的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
技术特征:
1.一种挤出造粒模板,其特征在于,它包括:板体(1);所述板体(1)中设有多个沿所述板体(1)的厚度方向贯穿所述板体(1)的造粒通道(100),多个所述造粒通道(100)沿所述板体(1)的周向依次排列形成环形;所述造粒通道(100)包括适于接入物料的进料通道(2)以及多个与所述进料通道(2)连通的出料孔(3);所述进料通道(2)的横截面形状为腰形结构,腰型结构的长度方向沿所述板体(1)的径向设置。2.根据权利要求1所述的挤出造粒模板,其特征在于,所述板体(1)适于连接在挤出机上;所述板体(1)上设有适于与所述挤出机卡接的卡槽(4);所述进料通道(2)的入口端与所述卡槽(4)连通;所述进料通道(2)的出口端与多个所述出料孔(3)连通。3.根据权利要求2所述的挤出造粒模板,其特征在于,所述卡槽(4)为环形结构。4.根据权利要求2所述的挤出造粒模板,其特征在于,所述进料通道(2)通过锥形通道(5)与所述卡槽(4)相连通。5.根据权利要求2所述的挤出造粒模板,其特征在于,所述板体(1)的外周部上设有多个用于将所述板体(1)连接在所述挤出机上的外部螺栓连接孔(6)。6.根据权利要求1所述的挤出造粒模板,其特征在于,所述出料孔(3)的出口端位于所述板体(1)的右端面,所述板体(1)的右端面上镶嵌有硬质合金。7.根据权利要求1所述的挤出造粒模板,其特征在于,所述板体(1)的中心部设有适于将分流锥连接在所述板体(1)上的内部螺栓连接孔(7)。8.根据权利要求7所述的挤出造粒模板,其特征在于,所述板体(1)上还设有适于限定所述分流锥相对所述板体(1)的位置的定位凹槽(8)。
技术总结
本实用新型公开了一种挤出造粒模板,它包括板体;所述板体中设有多个沿所述板体的厚度方向贯穿所述板体的造粒通道,多个所述造粒通道沿所述板体的周向依次排列形成环形;所述造粒通道包括适于接入物料的进料通道以及多个与所述进料通道连通的出料孔;所述进料通道的横截面形状为腰形结构,腰型结构的长度方向沿所述板体的径向设置。本实用新型能够在同等大小的模板中设置更多的出料孔,进而能够提高造粒的产量和避免模板因加热不均匀而堵孔。粒的产量和避免模板因加热不均匀而堵孔。粒的产量和避免模板因加热不均匀而堵孔。
技术研发人员:裴章
受保护的技术使用者:常州精致机械有限公司
技术研发日:2021.07.13
技术公布日:2022/2/7
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1