一种模内自动裁切流道的模具的制作方法
1.本实用新型涉及模具设备技术领域,具体涉及一种模内自动裁切流道的模具。
背景技术:
2.现有模具注塑出模后,产品通常是与浇道、溢料槽一体注塑成型,为了完成产品后续生产,需要进行余料切除,这显然造成生产工艺步骤的增加,不利于提高注塑生产效率,目前也鲜有在注塑产品出模时便能够直接去除浇道和溢料槽的切除余料组件,因此,需要特别设计一种便捷高效的、在开模时同时快速切除废料直接出料成型的模具产品。
技术实现要素:
3.本实用新型目的:鉴于背景技术中的技术要求,我们设计一种模内自动裁切流道的模具,能够让注塑产品成型后,开模过程由顶针结构托举带动切除余料组件,进而切除浇道、溢料槽,并且针对浇道、溢料槽也设置有顶针,在同时顶出后,带动注塑产品、浇道、溢料槽同时出料,其中余料落入废料槽内,成型注塑产品直接进入后续修整后处理阶段,节省一道工序,提高产品浇口表面质量,生产稳定性高,实用方便。
4.为解决上述问题采取的技术方案是:
5.一种模内自动裁切流道的模具,包括上模座、下模座、上模板、下模板、顶针组件、导杆导套组件,以及上模仁、下模仁和用于切除浇道和溢料槽的切除余料组件。
6.所述上模座中部设置有注塑口,注塑口通过一体连接的主浇道与上模仁连通,所述上模仁和下模仁中部形成待注塑产品结构的若干个型腔穴位、分浇道和若干个溢料槽,所述型腔穴位与分浇道和溢料槽之间均设置有切除余料组件,
7.所述切除余料组件包括上切除座、下切除座和切刀顶块,所述上切除座、下切除座配合后形成注塑料的进料口、出料口和与切刀顶块轴孔配合的切料口,设置在型腔穴位与分浇道之间的切除余料组件的进料口与分浇道连通,出料口与型腔穴位连通,且出料口横截面略小于进料口,设置在型腔穴位与溢料槽之间的切除余料组件的进料口与型腔穴位连通,出料口与溢料槽连通,且进料口横截面略小于出料口,所述上切除座通过螺钉固定在上模仁的下端面,所述下切除座通过螺钉固定在下模仁的上端面,所述切刀顶块上端设有刀刃,刀刃正对进料口与出料口之间的连通浇道内,在成型开模时切刀顶块被顶针组件向上顶起,直接切断连通浇道,使得型腔穴位内的成型注塑产品与分浇道、溢流槽分离,并随即出料。
8.进一步地,所述切刀顶块下端两侧设置有顶推油缸,所述顶推油缸外接进油口和出油口,下方正对顶针组件。
9.进一步地,所述上模仁和下模仁内均开设有冷却水通道,并由进水口流入,出水口流出。
10.本实用新型的有益效果是:
11.该模内自动裁切流道的模具能够让注塑产品成型后,开模过程由顶针结构托举带
动切除余料组件,进而切除浇道、溢料槽,并且针对浇道、溢料槽也设置有顶针,在同时顶出后,带动注塑产品、浇道、溢料槽同时出料,其中余料落入废料槽内,成型注塑产品直接进入后处理阶段,节省一道工序,提高产品浇口表面质量,生产稳定性高,实用方便。
附图说明
12.图1为本实施例模内自动裁切流道的模具去除上模座、上模板后的立体图;
13.图2为本实施例模内自动裁切流道的模具再去除导杆导套组件、冷却水通道的结构示意图;
14.图3为图2中a处的局部放大图;
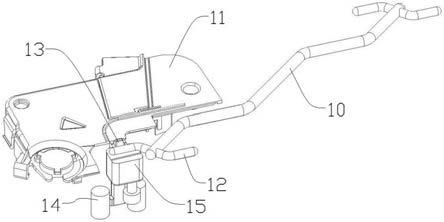
15.图4为本实施例所述主浇道、切除余料组件和注塑产品的立体图;
16.图5为图4中b处的局部放大图;
17.其中,1-下模座,2-下模板,3-导杆导套组件,4-冷却水通道,5-注塑口,6-上模仁,7-进水口,8-出水口,9-下模仁,10-主浇道,11-注塑产品,12-分浇道,13-切刀顶块,14-顶推油缸,15-下切除座,16-螺钉,17-进油口,18-出油口,19-行程开关。
具体实施方式
18.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述。
19.请参阅图1-5,本实施例提出一种模内自动裁切流道的模具,包括上模座、下模座1、上模板、下模板2、顶针组件、导杆导套组件3,以及上模仁6、下模仁9和用于切除浇道和溢料槽的切除余料组件。
20.具体地说,所述上模座中部设置有注塑口5,注塑口5通过一体连接的主浇道10与上模仁6连通,所述上模仁6和下模仁9中部形成待注塑产品11结构的若干个型腔穴位、分浇道12和若干个溢料槽,所述型腔穴位与分浇道12和溢料槽之间均设置有切除余料组件。所述切除余料组件包括上切除座、下切除座15和切刀顶块13,所述上切除座、下切除座15配合后形成注塑料的进料口(图中未标识)、出料口(图中未标识)和与切刀顶块13轴孔配合的切料口,设置在型腔穴位与分浇道12之间的切除余料组件的进料口与分浇道12连通,出料口与型腔穴位连通,且出料口横截面略小于进料口,设置在型腔穴位与溢料槽之间的切除余料组件的进料口与型腔穴位连通,出料口与溢料槽连通,且进料口横截面略小于出料口,所述上切除座通过螺钉16固定在上模仁6的下端面,所述下切除座15通过螺钉16固定在下模仁9的上端面,所述切刀顶块13下端两侧设置有顶推油缸14,所述顶推油缸14外接进油口17和出油口18,下方正对顶针组件,所述切刀顶块13上端设有刀刃,刀刃正对进料口与出料口之间的连通浇道内,在成型开模时切刀顶块13被顶针组件向上顶起,直接切断连通浇道,使得型腔穴位内的成型注塑产品11与分浇道12、溢流槽分离,并随即出料。
21.进一步的实施方案是,所述上模仁6和下模仁9内均开设有冷却水通道4,并由进水口7流入,出水口8流出。
22.模内切除分浇道和溢料槽的原理:当注塑机开始生产产品,模具闭合时触碰到行程开关19,行程开关19传递信号给时序控制器(图中未示出),输出高压油给顶推油缸14,顶推油缸14推动切刀顶块,分离产品与流道。当模具开模时切刀弹簧受力于模具,将切刀顶块
与顶推油缸归位,顶出时产品与流道处于分离状态,可降低人工成本,提高产品浇口表面质量,生产稳定性高。
23.上面结合附图对本实用新型的实施方式作了详细说明,但是本实用新型并不限于上述实施方式,在本领域普通技术人员所具备的知识范围内,还可以在不脱离本实用新型宗旨的前提下做出各种变化、修改、替换和变型,本实用新型的范围由所附权利要求及其等同物限定。
技术特征:
1.一种模内自动裁切流道的模具,包括上模座、下模座、上模板、下模板、顶针组件、导杆导套组件,其特征在于:以及上模仁、下模仁和用于切除浇道和溢料槽的切除余料组件,所述上模座中部设置有注塑口,注塑口通过一体连接的主浇道与上模仁连通,所述上模仁和下模仁中部形成待注塑产品结构的若干个型腔穴位、分浇道和若干个溢料槽,所述型腔穴位与分浇道和溢料槽之间均设置有切除余料组件,所述切除余料组件包括上切除座、下切除座和切刀顶块,所述上切除座、下切除座配合后形成注塑料的进料口、出料口和与切刀顶块轴孔配合的切料口,所述上切除座通过螺钉固定在上模仁的下端面,所述下切除座通过螺钉固定在下模仁的上端面,所述切刀顶块上端设有刀刃,刀刃正对进料口与出料口之间的连通浇道内,在成型开模时切刀顶块被顶针组件向上顶起,直接切断连通浇道,使得型腔穴位内的成型注塑产品与分浇道、溢流槽分离,并随即出料。2.根据权利要求1所述的模内自动裁切流道的模具,其特征在于:设置在型腔穴位与分浇道之间的切除余料组件的进料口与分浇道连通,出料口与型腔穴位连通,且出料口横截面略小于进料口。3.根据权利要求1所述的模内自动裁切流道的模具,其特征在于:设置在型腔穴位与溢料槽之间的切除余料组件的进料口与型腔穴位连通,出料口与溢料槽连通,且进料口横截面略小于出料口。4.根据权利要求1所述的模内自动裁切流道的模具,其特征在于:所述切刀顶块下端两侧设置有顶推油缸,所述顶推油缸外接进油口和出油口,下方正对顶针组件。5.根据权利要求1所述的模内自动裁切流道的模具,其特征在于:所述上模仁和下模仁内均开设有冷却水通道,并由进水口流入,出水口流出。
技术总结
本实用新型公开了一种模内自动裁切流道的模具,包括上模座、下模座、上模板、下模板、顶针组件、导杆导套组件,以及上模仁、下模仁和切除余料组件,上模座中部设置有注塑口,注塑口通过一体连接的主浇道与上模仁连通,型腔穴位与分浇道和溢料槽之间均设置有切除余料组件,切除余料组件包括上切除座、下切除座和切刀顶块,该模内自动裁切流道的模具能够让注塑产品成型后,开模过程由顶针托举带动切除余料组件,进而切除浇道、溢料槽,并且针对浇道、溢料槽也设置有顶针,在同时顶出后,带动注塑产品、浇道、溢料槽同时出料,其中余料落入废料槽内,成型注塑产品直接进入后处理阶段,节省一道工序,提高产品浇口表面质量,生产稳定性高,实用方便。方便。方便。
技术研发人员:申绪瑜
受保护的技术使用者:昆山市硕科精密模具有限公司
技术研发日:2021.07.26
技术公布日:2022/2/8
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1