一种多版本母模快速换模的注塑模具的制作方法
1.本实用新型涉及注塑技术领域,特别涉及一种多版本母模快速换模的注塑模具。
背景技术:
2.多版本的注塑模具是多个版本母模共用一套模架,对于这种多版本共用一套模架的传统换模方式是把相关的零件和板材全部拆掉,然后更换不同版本母模,因此需要从注塑机上把相应的公母侧拆掉,需要几个人的操作才可以完成,生产效率低下;而且,更换镶件及版本的时间长,造成了极大的浪费;同时,更换模仁时,容易损伤价值昂贵的热流道热流道阀针。
技术实现要素:
3.为解决上述技术问题,本实用新型提供了一种多版本母模快速换模的注塑模具,包括上模及下模;所述下模包括依次设置的下模座、下推板、下垫板及母模板,所述母模板内通过安装块安装有热流道阀针;
4.所述母模板的上表面设置有安装槽,所述安装槽的底部设置有多个定位槽一,所述定位槽一内均设置有定位块;所述安装槽内安装有底部具有定位槽二的多版本镶件,所述定位块的上端均对应卡入所述多版本镶件的定位槽二内,且所述多版本镶件设置有对应所述热流道阀针的避位孔一;所述安装槽内还安装有多版本母模,所述多版本母模的底部具有对应所述多版本镶件的凹槽,所述多版本镶件卡入所述凹槽内,且所述多版本母模设置有对应所述热流道阀针的避位孔二;所述热流道阀针依次穿过所述母模板、多版本镶件及多版本母模并对应所述多版本母模与上模的公模板之间形成的模腔;所述多版本母模通过固定螺丝锁紧在所述母模板的安装槽内。
5.其中,所述多版本母模的四周外侧壁与所述安装槽的对应内侧壁之间均具有不小于1mm的间隙。
6.其中,所述定位块为圆柱状且对应所述多版本镶件的一端具有圆弧头,以便于将所述定位块卡入所述多版本镶件的定位槽二。
7.通过上述技术方案,本实用新型提供的多版本母模快速换模结构,缩短了换模时间,直接在机台上面即可更换所需的版本,之前换一次镶件大概需要6小时,现在只要1小时,一个版本节省5小时,10个版本就是50小时,而且换模结构简单,只需要一个人就可以操作,极大的提高了生产效益,并且这种快速换模的方式针对这种多版本的模具都可以使用。
附图说明
8.为了更清楚地说明本实用新型实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍。
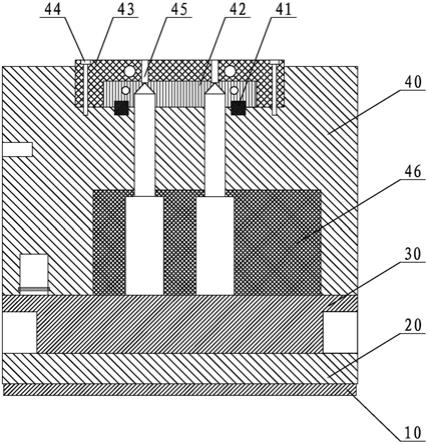
9.图1为本实用新型实施例所公开的注塑模具剖视结构示意图。
10.图中:10.下模座;20.下推板;30.下垫板;40.母模板;41.定位块;42.多版本镶件;
43.多版本母模;44.固定螺丝;45.热流道阀针;46.安装块。
具体实施方式
11.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述。
12.参考图1,本实用新型提供的多版本母模快速换模的注塑模具,包括上模及下模;下模包括依次设置的下模座10、下推板20、下垫板30及母模板40,母模板40内通过安装块46安装有热流道阀针45;母模板40的上表面设置有安装槽,安装槽的底部设置有多个定位槽一,定位槽一内均设置有圆柱状定位块41;安装槽内安装有底部具有定位槽二的多版本镶件42,定位块41对应多版本镶件42的一端具有圆弧头并对应卡入多版本镶件42的定位槽二内,且多版本镶件42设置有对应热流道阀针45的避位孔一;安装槽内还安装有多版本母模43且多版本母模43的四周外侧壁与安装槽的对应内侧壁之间均具有不小于1mm的间隙,多版本母模43的底部具有对应多版本镶件42的凹槽,多版本镶件42卡入凹槽内,且多版本母模43设置有对应热流道阀针45的避位孔二;热流道阀针45依次穿过母模板40、多版本镶件42及多版本母模43并对应多版本母模43与上模的公模板之间形成的模腔;多版本母模43通过固定螺丝44锁紧在母模板40的安装槽内。
13.本实用新型进行换模时,母模板40四周各避空1mm,多版本母模43和多版本镶件42用定位块41进行定位,定位块41和模仁摩擦力小且容易更换,生产下一个版本时,可以在注塑机上面快速更换,只需拆卸固定螺丝44,然后更换多版本母模43及多版本镶件42即可,用定位块41可以定位保护热流道阀针45。
14.对所公开的实施例的上述说明,使本领域专业技术人员能够实现或使用本实用新型。对上述实施例的多种修改对本领域的专业技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本实用新型的精神或范围的情况下,在其它实施例中实现。因此,本实用新型将不会被限制于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽的范围。
技术特征:
1.一种多版本母模快速换模的注塑模具,其特征在于,包括上模及下模;所述下模包括依次设置的下模座(10)、下推板(20)、下垫板(30)及母模板(40),所述母模板(40)内通过安装块(46)安装有热流道阀针(45);所述母模板(40)的上表面设置有安装槽,所述安装槽的底部设置有多个定位槽一,所述定位槽一内均设置有定位块(41);所述安装槽内安装有底部具有定位槽二的多版本镶件(42),所述定位块(41)的上端均对应卡入所述多版本镶件(42)的定位槽二内,且所述多版本镶件(42)设置有对应所述热流道阀针(45)的避位孔一;所述安装槽内还安装有多版本母模(43),所述多版本母模(43)的底部具有对应所述多版本镶件(42)的凹槽,所述多版本镶件(42)卡入所述凹槽内,且所述多版本母模(43)设置有对应所述热流道阀针(45)的避位孔二;所述热流道阀针(45)依次穿过所述母模板(40)、多版本镶件(42)及多版本母模(43)并对应所述多版本母模(43)与上模的公模板之间形成的模腔;所述多版本母模(43)通过固定螺丝(44)锁紧在所述母模板(40)的安装槽内。2.根据权利要求1所述的一种多版本母模快速换模的注塑模具,其特征在于,所述多版本母模(43)的四周外侧壁与所述安装槽的对应内侧壁之间均具有不小于1mm的间隙。3.根据权利要求1所述的一种多版本母模快速换模的注塑模具,其特征在于,所述定位块(41)为圆柱状且对应所述多版本镶件(42)的一端具有圆弧头,以便于将所述定位块(41)卡入所述多版本镶件(42)的定位槽二。
技术总结
本实用新型公开了一种多版本母模快速换模的注塑模具,包括母模板,母模板内安装有热流道阀针;母模板的上表面设置有安装槽,安装槽的底部设置有定位块;安装槽内安装有底部对应定位块的多版本镶件,以及对应多版本镶件的多版本母模;热流道阀针依次穿过母模板、多版本镶件及多版本母模并对应多版本母模与上模的公模板之间形成的模腔;多版本母模通过固定螺丝锁紧在母模板的安装槽内。本实用新型提供的多版本母模快速换模结构,缩短了换模时间,直接在机台上面即可更换所需的版本,换模结构简单,极大的提高了生产效益。极大的提高了生产效益。极大的提高了生产效益。
技术研发人员:提莫
受保护的技术使用者:玫瑰塑胶(昆山)有限公司
技术研发日:2021.08.30
技术公布日:2022/4/6
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1