丁腈手套生产自动补料装置的制作方法
1.本实用新型涉及一种丁腈手套生产自动补料装置,属于丁腈手套生产技术领域。
背景技术:
2.现有丁腈手套生产用原辅料罐的裙座为固定支撑式,所以原辅料罐仅有液位记录,且原辅料罐为非标制作件,尺寸不统一,使液位计量不准确,由于现有丁腈手套生产线中原辅料在原辅料罐中静放以及向料槽中补料两个工序相对独立,相互之间未形成系统的连锁控制,造成补料延时滞后,使生产处理不稳定,造成生产成本核算数据偏差大。
技术实现要素:
3.本实用新型要解决的技术问题是:克服现有技术的不足,提出一种丁腈手套生产自动补料装置,使原辅料静放和补料形成系统的连锁控制,保证补料全过程的连续性,使生产处理稳定,且生产成本核算数据准确。
4.本实用新型所述的丁腈手套生产自动补料装置,包括原辅料罐,原辅料罐外周设有数个原辅料罐裙座,原辅料罐裙座正下方设有自动称重模块,原辅料罐底部出料口连通输料通道一端,输料通道另一端连通料槽进料口,料槽一侧侧壁连接雷达液位计,输料通道上设有控制阀,控制阀和雷达液位计电性连接。
5.控制阀和雷达液位计均外接控制系统。料槽一侧侧壁通过转接件连接雷达液位计,转接件通过焊接或螺栓连接方式与料槽固定连接,雷达液位计固定在转接件上。使用时,原辅料罐中的原辅料从原辅料罐底部的出料口通过输料通道进入料槽,自动称重模块实时检测原辅料罐中原辅料的重量变化,同时雷达液位计实时检测料槽液位变化,雷达液位计将检测的料槽液位值信号实时反馈给控制系统,控制系统根据实际所需原辅料的量调节控制阀的开度控制进入料槽中原辅料的量。本实用新型的自动称重模块实时检测原辅料罐中原辅料的变化,同时雷达液位计实时检测料槽中液位的变化,对注入料槽的原辅料的补料量进行双重检测,保证补料全过程的连续性,控制系统根据实际所需原辅料的量调节控制阀的开度控制进入料槽中原辅料的量,使原辅料的静放和补料形成系统的连锁控制,使生产处理稳定,且生产成本核算数据准确。
6.优选的,所述的自动称重模块与原辅料罐之间还设有纵置弹性限位器,保证原辅料罐只能纵向移动,且原辅料罐横截面在同一水平高度,保证自动称重模块对原辅料罐的重量称量的更加准确。
7.优选的,所述的自动称重模块底部固定在支撑板上,支撑板与支架固定连接。
8.优选的,所述的自动称重模块底部通过焊接方式与支撑板固定连接。
9.优选的,所述的原辅料罐穿过支撑板,且原辅料罐外壁与支撑板之间有间隙,避免支撑板影响自动称重模块对原辅料罐重量检测的准确性。
10.优选的,所述的雷达液位计与控制阀通过通讯控制线电性连接。
11.本实用新型与现有技术相比所具有的有益效果是:
12.本实用新型结构设计合理,原辅料罐裙座由固定式改为纵向移动式,可以通过自动称重模块实时检测原辅料罐中原辅料重量的变化,同时雷达液位计实时检测料槽中液位的变化,对注入料槽的原辅料的补料量进行双重检测,控制系统根据实际所需原辅料的量调节控制阀的开度控制进入料槽中原辅料的量,保证补料全过程的连续性,使原辅料的静放和补料形成系统的连锁控制,保证原辅料罐向料槽中稳定输送原辅料且实时准确计量,使生产处理稳定,且生产成本核算数据准确。
附图说明
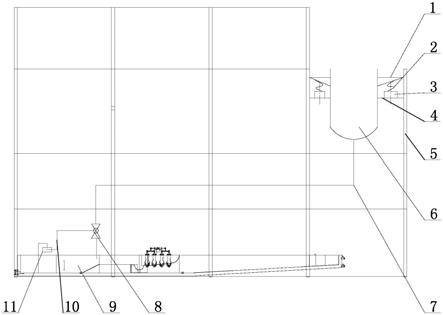
13.图1、丁腈手套生产自动补料装置结构示意图。
14.图中:1、原辅料罐裙座;2、纵置弹性限位器;3、自动称重模块;4、支撑板;5、支架;6、原辅料罐;7、输料通道;8、控制阀;9、料槽;10、通讯控制线;11、雷达液位计。
具体实施方式
15.下面结合附图对本实用新型做进一步描述:
16.如图1所示,本实用新型所述的丁腈手套生产自动补料装置,包括原辅料罐6,原辅料罐6外周设有数个原辅料罐裙座1,原辅料罐裙座1正下方设有自动称重模块3,原辅料罐6底部出料口连通输料通道7一端,输料通道7另一端连通料槽9进料口,料槽9一侧侧壁连接雷达液位计11,输料通道7上设有控制阀8,控制阀8和雷达液位计11电性连接。
17.本实施例中:
18.自动称重模块3与原辅料罐6之间还设有纵置弹性限位器2,保证原辅料罐6只能纵向移动,且原辅料罐6的横截面在同一水平高度,保证自动称重模块3对原辅料罐6的重量称量的更加准确。
19.自动称重模块3底部固定在支撑板4上,支撑板4与支架5固定连接。
20.自动称重模块3底部通过焊接方式与支撑板4固定连接。
21.原辅料罐6穿过支撑板4,且原辅料罐6外壁与支撑板4之间有间隙,避免支撑板4影响自动称重模块3对原辅料罐6重量检测的准确性。
22.雷达液位计11与控制阀8通过通讯控制线10电性连接。
23.具体工作过程,向原辅料罐6中注入原辅料,原辅料从原辅料罐6底部的出料口通过输料通道7进入料槽9,自动称重模块3实时检测原辅料罐6中原辅料的重量变化,同时雷达液位计11实时检测料槽9液位变化,雷达液位计11将检测的料槽9液位值信号实时反馈给控制系统,控制系统根据实际所需原辅料的量调节控制阀8的开度控制进入料槽9中原辅料的量,保证向料槽9中补充原辅料的连续性,以及原辅料罐6向料槽9中稳定输送原辅料且实时准确计量。控制阀8和雷达液位计11均外接控制系统。料槽9一侧侧壁通过转接件连接雷达液位计11,转接件通过焊接或螺栓连接方式与料槽9固定连接,雷达液位计11固定在转接件上。
技术特征:
1.一种丁腈手套生产自动补料装置,包括原辅料罐(6),原辅料罐(6)外周设有数个原辅料罐裙座(1),其特征在于:原辅料罐裙座(1)正下方设有自动称重模块(3),原辅料罐(6)底部出料口连通输料通道(7)一端,输料通道(7)另一端连通料槽(9)进料口,料槽(9)一侧侧壁连接雷达液位计(11),输料通道(7)上设有控制阀(8),控制阀(8)和雷达液位计(11)电性连接。2.根据权利要求1所述的丁腈手套生产自动补料装置,其特征在于:自动称重模块(3)与原辅料罐(6)之间还设有纵置弹性限位器(2)。3.根据权利要求1所述的丁腈手套生产自动补料装置,其特征在于:自动称重模块(3)底部固定在支撑板(4)上,支撑板(4)与支架(5)固定连接。4.根据权利要求3所述的丁腈手套生产自动补料装置,其特征在于:自动称重模块(3)底部通过焊接方式与支撑板(4)固定连接。5.根据权利要求3所述的丁腈手套生产自动补料装置,其特征在于:原辅料罐(6)穿过支撑板(4),且原辅料罐(6)外壁与支撑板(4)之间有间隙。6.根据权利要求1所述的丁腈手套生产自动补料装置,其特征在于:雷达液位计(11)与控制阀(8)通过通讯控制线(10)电性连接。
技术总结
本实用新型属于丁腈手套生产技术领域,涉及一种丁腈手套生产自动补料装置,包括原辅料罐,原辅料罐外周设有数个原辅料罐裙座,原辅料罐裙座正下方设有自动称重模块,原辅料罐底部出料口连通输料通道一端,输料通道另一端连通料槽进料口,料槽一侧侧壁连接雷达液位计,输料通道上设有控制阀,控制阀和雷达液位计电性连接。本实用新型使原辅料的静放和补料形成系统的连锁控制,保证补料全过程的连续性,使生产处理稳定,且生产成本核算数据准确。且生产成本核算数据准确。且生产成本核算数据准确。
技术研发人员:高祥民 马兆敏 姜雨阳
受保护的技术使用者:淄博蓝帆防护用品有限公司
技术研发日:2021.09.01
技术公布日:2022/2/8
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1