汽车换挡凸轮与嵌件装配注塑模具的制作方法
1.本实用新型属于模具,特别涉及一种汽车换挡凸轮与嵌件装配注塑模具。
背景技术:
2.在汽车换挡凸轮成形前,人工加到模具里的零件,其作用是使汽车换挡凸轮与嵌件,在注塑过程中,成为一个装配好的部件。注塑模具的嵌件需要安装至模具,如何能够将嵌件快速、准确地安装到汽车换挡凸轮中,并在安装后不易脱落,坚固、准确。传统嵌件的安装极其繁琐,不仅耽误注塑生产时间,同时也难以确保嵌件安装位置的准确性和坚固性,生产效率低。
技术实现要素:
3.本发明的目的在于解决上述技术问题,提供一种在定模板右侧下面和动模板右侧上面之间装有一个嵌件,嵌件中间固定在上固定块和下固定块之间,两个固定块右侧穿有一个销轴,左侧上下装有上磁铁和下磁铁,嵌件左端插在换挡凸轮型腔中,嵌件安装方便快捷,坚固准确的一种汽车换挡凸轮与嵌件装配注塑模具。
4.本实用新型解决技术问题的采用的技术方案是:一种汽车换挡凸轮与嵌件装配注塑模具,包括定模底板,在定模底板上面中间固定有定位环,下面装有定模板,定模板下面中间设有定模腔,定模腔中装有定模,定模中间装有工件上芯,在定模板的下面左侧的凹槽中装有一个锁紧块;在定模板下面装有动模板,动模板中间上面设有动模腔;动模腔与定模腔相对应;动模腔中装有动模,动模中间装有工件下芯,其特征在于:在定模板与动模板右侧之间装有一个嵌件,嵌件的右端固定一个定位块,定位块用埋头螺钉二固定在动模板设的凹槽中,嵌件的中间夹在上固定块和下固定块之间,上固定块和下固定块的右侧穿有一个销轴,销轴上端装在定模板设的孔中,下端装在动模板设的孔中,上固定块左侧上面与上磁铁连接,上磁铁装在定模上设的孔中;下固定块左侧下面与下磁铁连接,下磁铁装在动模上设的孔中;嵌件左端插在换挡凸轮上型腔和换挡凸轮下型腔之间。
5.所述的上固定块、下固定块和嵌件的中间装有一个拉杆,拉杆上装有弹簧一。
6.本实用新型的有益效果是:该实用新型采用嵌件确保在生产过程中工件和嵌件位置的准确性、稳定性,模具动作时的惯性不会造成工件脱落或移动,提高了产品质量,不会对模具造成破坏,安装方便快捷,提高了生产效率。
附图说明
7.以下结合附图,以实施例具体说明。
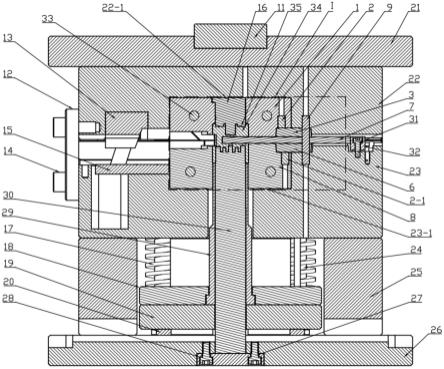
8.图1是汽车换挡凸轮与嵌件装配注塑模具的主视图;
9.图2是图1的ⅰ处局部放大图。
10.图中:1-定模;2-上磁铁;2-1-下磁铁;3-上固定块;4-拉杆;5-弹簧一;6-下固定块;7-嵌件;8-动模;9-销轴;10-顶针;11-定位环;12-锁模块;13-锁紧块;14-内六角螺钉;
15-耐磨板;16-工件上芯;17-弹簧二;18-顶针板;19-顶针推板;20-垃圾钉;21-定模底板;22-定模板;22-1-定模腔;23-动模腔;23-1-动模腔;24-回程杆;25-模腿;26-动模底板;27-埋头螺钉一;28-工件下芯座板;29-推管;30-工件下芯;30-1-工件上芯;31-埋头螺钉二;32-定位块;33-冷却水道;34-汽车换挡凸轮;35-换挡凸轮上型腔;36-换挡凸轮下型腔。
具体实施方式
11.实施例,参照附图,一种汽车换挡凸轮与嵌件装配注塑模具,包括定模底板21,在定模底板21上面中间固定有定位环11,下面装有定模板22,定模板22下面中间设有定模腔22-1,定模腔22-1中装有定模1,定模1中间装有工件上芯16,在定模板22的下面左侧的凹槽中装有一个锁紧块13;在定模板22下面装有动模板23,动模板23中间上面设有动模腔23-1;动模腔23-1与定模腔22-1相对应;动模腔23-1中装有动模8,动模8中间装有工件下芯30,其特征在于:在定模板22与动模板23右侧之间装有一个嵌件7,嵌件7的右端固定一个定位块32,定位块32用埋头螺钉二31固定在动模板23设的凹槽中,嵌件7的中间夹在上固定块3和下固定块6之间,上固定块3和下固定块6的右侧穿有一个销轴9,销轴9上端装在定模板22设的孔中,下端装在动模板23设的孔中,上固定块3左侧上面与上磁铁2连接,上磁铁2装在定模1上设的孔中;下固定块6左侧下面与下磁铁2-1连接,下磁铁2-1装在动模8上设的孔中;嵌件7左端插在换挡凸轮上型腔35和换挡凸轮下型腔36之间。上固定块3、下固定块6和嵌件7的中间装有一个拉杆4,拉杆4上装有弹簧一5。
12.定模板22和动模板23的左端用内六角螺钉14固定一个锁模块12;在动模板23下面两侧装有模腿25,模腿25下方装有动模底板26,动模底板26中间下面的凹槽中用埋头螺钉一27固定一个工件下芯座板28,工件下芯座板28上面固定一个工件下芯30;工件下芯30下部装在顶针推板19中心孔中,顶针推板19上面装有顶针板18,顶针板18中心设一个倒梯形孔,倒梯形孔中装一个下端设有台肩的推管29,推管29上部设薄壁顶在汽车换挡凸轮34(工件)下端,工件下芯30装在推管29的孔中。在动模底板26与顶针推板19之间装垃圾钉20,在顶针板18的两侧固定有回程杆24,回程杆24上装弹簧二17。在动模板23的左侧上面固定一个耐磨板15,右侧下面设的空中固定一个顶针10,顶针10上端顶在下固定块6上。在定模1和动模8上均设有冷却水道33,冷却水道33与自来水管连通,用来冷却工件。在定模底板21的四个角处装导柱,导柱穿在定模板22和动模板23上设的导向孔中。定位环11中间装浇注套,浇注套中间设有流道通向换挡凸轮上型腔35和换挡凸轮下型腔36组成的型腔中。
13.本实用新型的操作方法是:
14.1. 模具生产前,将动模板23和定模板22分开,把嵌件7装好,拉动拉杆4将嵌件7插入换挡凸轮上型腔35和换挡凸轮下型腔36组成的型腔中。
15.2.将动模板23与定模板22合上,把熔化好的浇注液从浇注套中浇注,由流道流到流道型腔中,冷却后即成为汽车换挡凸轮34并包住嵌件7。
16.3.分开定模块22和动模块23,打开埋头螺钉二31;将动模底板26向上推起,顶针10和推管29将汽车换挡凸轮34,嵌件7和汽车换挡凸轮34一起顶出。
17.4.再次拉动拉杆4,压缩弹簧一5,取出汽车换挡凸轮34和嵌件7,完成一次生产。待下一次生产。
技术特征:
1.一种汽车换挡凸轮与嵌件装配注塑模具,包括定模底板(21),在定模底板(21)上面中间固定有定位环(11),下面装有定模板(22),定模板(22)下面中间设有定模腔(22-1),定模腔(22-1)中装有定模(1),定模(1)中间装有工件上芯(16),在定模板(22)的下面左侧的凹槽中装有一个锁紧块(13);在定模板(22)下面装有动模板(23),动模板(23)中间上面设有动模腔(23-1);动模腔(23-1)与定模腔(22-1)相对应;动模腔(23-1)中装有动模(8),动模(8)中间装有工件下芯(30),其特征在于:在定模板(22)与动模板(23)右侧之间装有一个嵌件(7),嵌件(7)的右端固定一个定位块(32),定位块(32)用埋头螺钉二(31)固定在动模板(23)设的凹槽中,嵌件(7)的中间夹在上固定块(3)和下固定块(6)之间,上固定块(3)和下固定块(6)的右侧穿有一个销轴(9),销轴(9)上端装在定模板(22)设的孔中,下端装在动模板(23)设的孔中,上固定块(3)左侧上面与上磁铁(2)连接,上磁铁(2)装在定模(1)上设的孔中;下固定块(6)左侧下面与下磁铁(2-1)连接,下磁铁(2-1)装在动模(8)上设的孔中;嵌件(7)左端插在换挡凸轮上型腔(35)和换挡凸轮下型腔(36)之间。2.根据权利要求1所述的汽车换挡凸轮与嵌件装配注塑模具,其特征在于上固定块(3)、下固定块(6)和嵌件(7)的中间装有一个拉杆(4),拉杆(4)上装有弹簧一(5)。
技术总结
本实用新型属于一种汽车换挡凸轮与嵌件装配注塑模具,包括定模底板,其特征在于:在定模板与动模板右侧之间装有一个嵌件,嵌件的右端固定一个定位块,嵌件的中间夹在上固定块和下固定块之间,上固定块和下固定块的右侧穿有一个销轴,上固定块左侧上面与上磁铁连接,上磁铁装在定模上设的孔中;下固定块左侧下面与下磁铁连接;嵌件左端插在换挡凸轮上型腔和换挡凸轮下型腔之间。该实用新型采用嵌件确保在生产过程中工件和嵌件位置的准确性、稳定性,模具动作时的惯性不会造成工件脱落或移动,提高了产品质量,不会对模具造成破坏,安装方便快捷,提高了生产效率。提高了生产效率。提高了生产效率。
技术研发人员:刘圣义 邹清洋 孙倩 李敬革 陶日利 于旭昭 侯玉 张鸿昊 武玮
受保护的技术使用者:大连华录国正产业有限公司
技术研发日:2021.09.28
技术公布日:2022/11/28
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1