一种皮碗工装改进结构的制作方法
1.本实用新型涉及一种皮碗工装改进结构,皮碗工装技术领域。
背景技术:
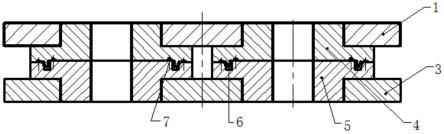
2.v型皮碗作为一种密封件,在生产时需要使用生产v型皮碗的模具工装进行热硫化法成型。目前皮碗工装结构如图1至图2所示,供v型截面环形的皮碗6成型的型腔面在上型芯4、下型芯5、中模板2上,由于上模板1、中模板2、下模板3均由普通车床加工而成,上型芯4、下型芯5由数控机床加工成型,由于是分到不同的加工设备上去加工,装配后累计误差较大,影响皮碗6成型产品后的外观精度;并且在装配后型腔面下部的中模板2和下型芯5的接触面存在分模线61,皮碗6热硫化成型后底部在分模线61上会存在毛边,影响皮碗6产品成型的质量,增加了去除底部毛边的工作强度。
技术实现要素:
3.为解决上述技术问题,本实用新型提供了一种皮碗工装改进结构。
4.本实用新型通过以下技术方案得以实现。
5.本实用新型提供的一种皮碗工装改进结构,包括:
6.上型芯,上型芯底面设有环形的凸起;
7.下型芯,下型芯顶面设有环形的凹槽,上型芯底面与下型芯顶面接触安装,上型芯底面的凸起对应伸入下型芯顶面的凹槽内,凸起和凹槽存在间隙形成碗成型的型腔面。
8.所述上型芯和下型芯的中部均存在通孔。
9.还包括上模板和下模板,上型芯过盈贯穿配合在上模板设的通孔上,下型芯过盈贯穿配合在下模板设的通孔上。
10.所述上型芯与上模板通孔配合公差以及下型芯与下模板通孔配合公差均为h7/r6。
11.所述上模板和下模板上还贯穿有两个错位分布的定位销,上模板和下模板通过定位销进行定位。
12.所述上型芯和下型芯均为两个,一个上型芯和一个下型芯构成一组,两个上型芯和两个下型芯构成两组装配在上模板和下模板上,两个错位分布的定位销位于两组上型芯和下型芯中部位置。
13.所述上型芯、下型芯、上模板、下模板均可采用热作模具钢制成。
14.还包括截面为弧形的环形分布的溢料槽,溢料槽距离型腔面的切边口距离为0.5mm。
15.所述溢料槽为分布在型腔面侧边的上型芯上。
16.所述溢料槽为分布在型腔面两侧的两组。
17.本实用新型的有益效果在于:由于供皮碗成型的型腔面只在上型芯和下型芯,上型芯和下型芯均使用数控机床加工成型,减少了现有技术中需要普通车床加工成型中模板
的使用,装配后累计误差减少,解决了不同的加工设备加工装配后累计误差较大的问题;由于本申请没有使用中模板来构成型腔面,不存在分模线,解决了皮碗热硫化成型后底部在分模线上会存在毛边的问题,提高了皮碗产品成型的质量,降低了去除底部毛边的工作强度。
附图说明
18.图1是现有皮碗工装的主视剖面结构图;
19.图2是图1型腔面部分的放大示意图;
20.图3是本实用新型的主视剖面结构图;
21.图4是本实用新型的俯视图;
22.图5是图3型腔面部分的放大示意图;
具体实施方式
23.下面进一步描述本实用新型的技术方案,但要求保护的范围并不局限于所述。
24.参见图3至5所示。
25.本实用新型的一种皮碗工装改进结构,包括:
26.上型芯4,上型芯4底面设有环形的凸起;
27.下型芯5,下型芯5顶面设有环形的凹槽,上型芯4底面与下型芯5顶面接触安装,上型芯4底面的凸起对应伸入下型芯5顶面的凹槽内,凸起和凹槽存在间隙形成型腔面,皮碗6在型腔面经过热硫化加压成型形成产品。
28.由于供皮碗6成型的型腔面只在上型芯4和下型芯5,上型芯4和下型芯5均使用数控机床加工成型,减少了现有技术中需要普通车床加工成型中模板的使用,装配后累计误差减少,解决了不同的加工设备加工装配后累计误差较大的问题;由于本申请没有使用中模板来构成型腔面,不存在分模线,解决了皮碗6热硫化成型后底部在分模线上会存在毛边的问题,提高了皮碗6产品成型的质量,降低了去除底部毛边的工作强度。
29.所述上型芯4和下型芯5的中部均存在通孔,通孔能提高散热减轻重量,同时能通过通孔对上型芯4和下型芯5进行操作。
30.还包括上模板1和下模板3,上型芯4过盈贯穿配合在上模板1设的通孔上,配合公差h7/r6,下型芯5过盈贯穿配合在下模板3设的通孔上,配合公差h7/r6。
31.所述上模板1和下模板3上还贯穿有两个错位分布的定位销8,上模板1和下模板3通过定位销8进行定位。
32.所述上型芯4和下型芯5均为两个,一个上型芯4和一个下型芯5构成一组,两个上型芯4和两个下型芯5构成两组装配在上模板1和下模板3上,两个错位分布的定位销8位于两组上型芯4和下型芯5中部位置。
33.所述上型芯4、下型芯5、上模板1、下模板3均可采用热作模具钢制成,热作模具钢包括:h13模具钢,8407模具钢,8418模具钢,fdac模具钢,4cr5movsi模具钢,1.2343模具钢,1.2344模具钢,m302模具钢。
34.还包括截面为弧形的环形分布的溢料槽7,溢料槽7供皮碗6在热硫化加压成型时的溢料汇集至溢料槽7内,而不会将上型芯4、下型芯5顶开增大彼此之间的距离;溢料槽7距
离型腔面的切边口距离为0.5mm,既保证了模具切边口的强度,又减少了修边工作量,达到提高修边合格率的效果。现有皮碗工装的上型芯4设有环形的溢料槽7,溢料槽7距离型腔面的切边口距离为2mm,溢料槽7在热硫化压制完成后撕边困难,需二次修边的量大,在修边过程中易修废,导致废品量大。
35.所述溢料槽7为分布在型腔面两侧上型芯4或下型芯5上的两组,如图5所示,便于溢料槽7内的溢料取出和提高皮碗6成型的质量。
36.下型芯5和下模板3过盈贯穿配合后,在下型芯5的凹槽内装入毛料,安装上上型芯4,上型芯4的凸起将毛料压在上型芯4底面凸起和下型芯5顶面凹槽间隙形成型腔面内,再经定位销8装入上模板1,而后进行加压热硫化,使得皮碗6在型腔面经过成型形成产品。多余的毛料通过溢料槽7溢出。
技术特征:
1.一种皮碗工装改进结构,其特征在于,包括:上型芯(4),上型芯(4)底面设有环形的凸起;下型芯(5),下型芯(5)顶面设有环形的凹槽,上型芯(4)底面与下型芯(5)顶面接触安装,上型芯(4)底面的凸起对应伸入下型芯(5)顶面的凹槽内,凸起和凹槽存在间隙形成皮碗(6)成型的型腔面。2.如权利要求1所述的皮碗工装改进结构,其特征在于:所述上型芯(4)和下型芯(5)的中部均存在通孔。3.如权利要求2所述的皮碗工装改进结构,其特征在于:还包括上模板(1)和下模板(3),上型芯(4)过盈贯穿配合在上模板(1)设的通孔上,下型芯(5)过盈贯穿配合在下模板(3)设的通孔上。4.如权利要求3所述的皮碗工装改进结构,其特征在于:所述上型芯(4)与上模板(1)通孔配合公差以及下型芯(5)与下模板(3)通孔配合公差均为h7/r6。5.如权利要求3所述的皮碗工装改进结构,其特征在于:所述上模板(1)和下模板(3)上还贯穿有两个错位分布的定位销(8),上模板(1)和下模板(3)通过定位销(8)进行定位。6.如权利要求5所述的皮碗工装改进结构,其特征在于:所述上型芯(4)和下型芯(5)均为两个,一个上型芯(4)和一个下型芯(5)构成一组,两个上型芯(4)和两个下型芯(5)构成两组装配在上模板(1)和下模板(3)上,两个错位分布的定位销(8)位于两组上型芯(4)和下型芯(5)中部位置。7.如权利要求5所述的皮碗工装改进结构,其特征在于:所述上型芯(4)、下型芯(5)、上模板(1)、下模板(3)均可采用热作模具钢制成。8.如权利要求7所述的皮碗工装改进结构,其特征在于:还包括截面为弧形的环形分布的溢料槽(7),溢料槽(7)距离型腔面的切边口距离为0.5mm。9.如权利要求8所述的皮碗工装改进结构,其特征在于:所述溢料槽(7)为分布在型腔面侧边的上型芯(4)上。10.如权利要求9所述的皮碗工装改进结构,其特征在于:所述溢料槽(7)为分布在型腔面两侧的两组。
技术总结
本实用新型公开了一种皮碗工装改进结构,包括:上型芯,上型芯底面设有环形的凸起;下型芯,下型芯顶面设有环形的凹槽,上型芯底面与下型芯顶面接触安装,上型芯底面的凸起对应伸入下型芯顶面的凹槽内,凸起和凹槽存在间隙形成碗成型的型腔面。由于供皮碗成型的型腔面只在上型芯和下型芯,上型芯和下型芯均使用数控机床加工成型,减少了现有技术中需要普通车床加工成型中模板的使用,装配后累计误差减少,解决了不同的加工设备加工装配后累计误差较大的问题;由于本申请没有使用中模板来构成型腔面,不存在分模线,解决了皮碗热硫化成型后底部在分模线上会存在毛边的问题,提高了皮碗产品成型的质量,降低了去除底部毛边的工作强度。度。度。
技术研发人员:许敏 邓裕 梁海
受保护的技术使用者:贵州红阳机械有限责任公司
技术研发日:2021.09.29
技术公布日:2022/11/17
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1