一种自动将螺母压入塑料壳体的装置的制作方法
1.本实用新型涉及螺母压入技术领域,特别是涉及一种自动将螺母压入塑料壳体的装置。
背景技术:
2.随着时代的发展,燃气的使用越来越普及,同时物价成本的上涨导致钢铁价格节节攀升,因而目前使用着一种以塑代钢的燃气流量传感器装置塑料壳体;
3.在生产过程中需要在塑料壳体上设计螺纹孔,但是由于塑料壳体螺纹孔的可靠性以及牢固性不稳定,为此我们提出一种自动将螺母压入塑料壳体的装置。
技术实现要素:
4.为了克服现有技术的不足,本实用新型提供一种自动将螺母压入塑料壳体的装置,既能提高螺母的可靠性,又能提高生产效率降低生产成本。
5.为解决上述技术问题,本实用新型提供如下技术方案:一种自动将螺母压入塑料壳体的装置,包括机架,所述机架的内部顶端设置有螺母压入部,所述螺母压入部包括上板、限位夹具、加热器、螺母压入治具,所述限位夹具与加热器均安装设置于上板的底部,所述螺母压入治具安装设置于加热器的底部。
6.优选的,所述限位夹具为弹簧伸缩杆,所述限位夹具的底部端面凸出于螺母压入治具的底部端面。
7.优选的,所述机架的内部底端连接设置有固定治具,所述螺母压入部位于固定治具的正上方。
8.优选的,所述机架的顶部连接设置有驱动件,所述驱动件与螺母压入部之间传动连接。
9.优选的,所述机架的侧面连接设置有控制箱,所述控制箱分别与驱动件和螺母压入部信号连接。
10.优选的,所述机架的前端底部一侧设置有急停按钮,所述机架的前端底部另一侧设置有启动按钮。
11.优选的,所述机架包括顶板、底板、立柱,所述顶板与底板相互平行设置,所述立柱固定于顶板与底板的端角之间。
12.优选的,所述驱动件位于顶板的上方,所述驱动件与顶板之间连接设置有固定支架。
13.优选的,所述上板对应于立柱开设有套孔,所述上板以套孔沿立柱活动升降。
14.优选的,所述驱动件为气缸,所述驱动件与上板之间传动连接。
15.与现有技术相比,本实用新型能达到的有益效果是:
16.实现螺母冷压入,相比于以往将螺母逐一进行加热然后进行压入操作,提高生产效率,首先在注塑工艺过程中提前在要安装螺母的位置设计与螺母过盈配合的开口,然后
在压入螺母的操作中将螺母压入设计好的开口内,带有加热器的压入治具可以实现压入螺母的同时熔接壳体上的塑料,这样就完成了螺母的冷压入操作,可以有效的提高螺母压入的稳固性以及生产的效率。
附图说明
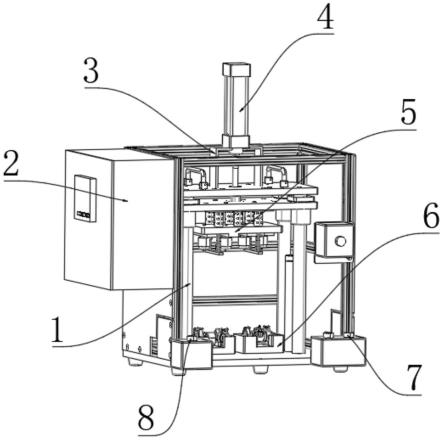
17.图1为本实用新型的结构示意图;
18.图2为本实用新型的正视图;
19.图3为本实用新型的螺母压入部示意图。
20.其中:1、机架;2、控制箱;3、固定支架;4、驱动件;5、螺母压入部;6、固定治具;7、急停按钮;8、启动按钮;9、顶板;10、立柱;11、底板;12、加热器;13、上板;14、螺母压入治具;15、限位夹具。
具体实施方式
21.为了使本实用新型实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体实施例,进一步阐述本实用新型,但下述实施例仅仅为本实用新型的优选实施例,并非全部。基于实施方式中的实施例,本领域技术人员在没有做出创造性劳动的前提下所获得其它实施例,都属于本实用新型的保护范围。下述实施例中的实验方法,如无特殊说明,均为常规方法,下述实施例中所用的材料、试剂等,如无特殊说明,均可从商业途径得到。
22.实施例
23.请参照图1和图3所示,本实用新型提供一种自动将螺母压入塑料壳体的装置,包括机架1,机架1的内部顶端设置有螺母压入部5,螺母压入部5包括上板13、限位夹具15、加热器12、螺母压入治具14,限位夹具15与加热器12均安装设置于上板13的底部,螺母压入治具14安装设置于加热器12的底部,限位夹具15为弹簧伸缩杆,限位夹具15的底部端面凸出于螺母压入治具14的底部端面,机架1的内部底端连接设置有固定治具6,螺母压入部5位于固定治具6的正上方,首先在注塑工艺过程中提前在要安装螺母的位置设计与螺母过盈配合的开口,然后在压入螺母的操作中将螺母压入设计好的开口内,带有加热器12的螺母压入治具14可以实现压入螺母的同时熔接壳体上的塑料,这样就完成了螺母的冷压入操作,可以有效的提高螺母压入的稳固性以及生产的效率。
24.如图1所示,本实用新型公开了机架1的顶部连接设置有驱动件4,驱动件4为气缸,驱动件4与螺母压入部5之间传动连接,机架1的侧面连接设置有控制箱2,控制箱2分别与驱动件4和螺母压入部5信号连接,机架1的前端底部一侧设置有急停按钮7,机架1的前端底部另一侧设置有启动按钮8。
25.如图1、图2和图3所示,本实用新型公开了机架1包括顶板9、底板11、立柱10,顶板9与底板11相互平行设置,立柱10固定于顶板9与底板11的端角之间,驱动件4位于顶板9的上方,驱动件4与顶板9之间连接设置有固定支架3,上板13对应于立柱10开设有套孔,上板13以套孔沿立柱10活动升降,驱动件4与上板13之间传动连接。
26.本实用新型提供的一种自动将螺母压入塑料壳体的装置,其工作过程:塑料壳体在注塑的工艺过程中已经事先在要安装螺母的位置设计了凹槽,凹槽与螺母属于过盈配
合,将螺母预配合放入塑料壳体上的凹槽内,然后将塑料壳体放入固定治具6上,按下启动按钮8向控制箱2发起信号控制驱动件4开始工作向下运动,驱动件4带动上板13从顶板9位置沿着立柱10的方向向下运行,螺母压入部5整体随着上板13进行移动,在螺母压入部5向下运动的过程中限位夹具15与固定治具6上的塑料壳体接触将塑料壳体固定,然后螺母压入治具14向塑料壳体上的钢铁螺母施加压力,由于螺母与凹槽过盈配合,螺母将紧密的结合在凹槽内,同时由于加热器12的作用,螺母压入治具有很高的温度,高温将熔化凹槽内的塑料,螺母被融化的塑料包裹然后被重新冷却使得螺母稳固的结合在塑料壳体上,当螺母被压入预定深度后,驱动件4带动螺母压入部5向上运动回到机架1顶板9,当出现异常情况时可以按下急停按钮7驱动件4停止工作。
27.尽管已经示出和描述了本实用新型的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本实用新型的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本实用新型的范围由所附权利要求及其等同物限定。
技术特征:
1.一种自动将螺母压入塑料壳体的装置,包括机架(1),其特征在于:所述机架(1)的内部顶端设置有螺母压入部(5),所述螺母压入部(5)包括上板(13)、限位夹具(15)、加热器(12)、螺母压入治具(14),所述限位夹具(15)与加热器(12)均安装设置于上板(13)的底部,所述螺母压入治具(14)安装设置于加热器(12)的底部。2.根据权利要求1所述的一种自动将螺母压入塑料壳体的装置,其特征在于:所述限位夹具(15)为弹簧伸缩杆,所述限位夹具(15)的底部端面凸出于螺母压入治具(14)的底部端面。3.根据权利要求1所述的一种自动将螺母压入塑料壳体的装置,其特征在于:所述机架(1)的内部底端连接设置有固定治具(6),所述螺母压入部(5)位于固定治具(6)的正上方。4.根据权利要求1所述的一种自动将螺母压入塑料壳体的装置,其特征在于:所述机架(1)的顶部连接设置有驱动件(4),所述驱动件(4)与螺母压入部(5)之间传动连接。5.根据权利要求4所述的一种自动将螺母压入塑料壳体的装置,其特征在于:所述机架(1)的侧面连接设置有控制箱(2),所述控制箱(2)分别与驱动件(4)和螺母压入部(5)信号连接。6.根据权利要求1所述的一种自动将螺母压入塑料壳体的装置,其特征在于:所述机架(1)的前端底部一侧设置有急停按钮(7),所述机架(1)的前端底部另一侧设置有启动按钮(8)。7.根据权利要求4所述的一种自动将螺母压入塑料壳体的装置,其特征在于:所述机架(1)包括顶板(9)、底板(11)、立柱(10),所述顶板(9)与底板(11)相互平行设置,所述立柱(10)固定于顶板(9)与底板(11)的端角之间。8.根据权利要求7所述的一种自动将螺母压入塑料壳体的装置,其特征在于:所述驱动件(4)位于顶板(9)的上方,所述驱动件(4)与顶板(9)之间连接设置有固定支架(3)。9.根据权利要求7所述的一种自动将螺母压入塑料壳体的装置,其特征在于:所述上板(13)对应于立柱(10)开设有套孔,所述上板(13)以套孔沿立柱(10)活动升降。10.根据权利要求4所述的一种自动将螺母压入塑料壳体的装置,其特征在于:所述驱动件(4)为气缸,所述驱动件(4)与上板(13)之间传动连接。
技术总结
本实用新型公开了一种自动将螺母压入塑料壳体的装置,包括机架,所述机架的内部顶端设置有螺母压入部,所述螺母压入部包括上板、限位夹具、加热器、螺母压入治具,所述限位夹具与加热器均安装设置于上板的底部,所述螺母压入治具安装设置于加热器的底部;实现螺母冷压入,相比于以往将螺母逐一进行加热然后进行压入操作,提高生产效率,将螺母压入设计好的开口内,带有加热器的压入治具可以实现压入螺母的同时熔接壳体上的塑料,这样就完成了螺母的冷压入操作,可以有效的提高螺母压入的稳固性以及生产的效率。以及生产的效率。以及生产的效率。
技术研发人员:徐建明 高正龙 王明华 魏小言 孙乐宜
受保护的技术使用者:上海肇民新材料科技股份有限公司
技术研发日:2021.11.15
技术公布日:2022/7/8
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1