一种可消除浇口发雾的PET制品注塑模具的制作方法
一种可消除浇口发雾的pet制品注塑模具
技术领域
1.本实用新型涉及一种可消除浇口发雾的pet制品注塑模具。
背景技术:
2.结晶型塑料产品,即pet产品,广泛应用于食品包装行业,尤其是在瓶类包装市场应用广泛,pet产品的玻璃化温度较高,结晶速度慢,不允许结晶发白,但是,pet产品成型后却经常存在拉花、浇口结晶、乳白色结晶冷料等问题;pet产品浇口结晶发白问题,目前在国内外都属于难题,全热流道盒体的成型过程中,浇口结晶发白和乳白色结晶冷料等缺陷问题一直影响产品质量,浇口会出现大面积发白,发白直径范围达15.0mm,pet产品出现浇口结晶发白和乳白色结晶冷料等缺陷的主要原因是浇口模仁不能迅速冷却、温度偏高,及冷却套设计不合理。
技术实现要素:
3.针对上述问题中存在的不足之处,本实用新型提供一种可消除浇口发雾的pet制品注塑模具。
4.为实现上述目的,本实用新型提供一种可消除浇口发雾的pet制品注塑模具,包括前模、后模及针阀式热唧咀,所述前模与所述后模合模后形成用于pet制品注塑成型的型腔,所述针阀式热唧咀在所述前模处安装并与所述型腔连通,所述针阀式热唧咀贯穿所述前模安装,所述针阀式热唧咀包括由气缸驱动实现打开或关闭注塑通道的阀针,所述前模包括位于所述型腔右侧的浇口模仁,所述浇口模仁内设有第一冷却水路及冷却套,所述冷却套安装在所述针阀式热唧咀的头部并配有第一密封圈、第二密封圈,所述后模包括相连接的后模块及后模仁,所述后模仁位于所述型腔的左侧,所述后模块内设有进水口、出水口及冲水管,所述后模仁上加工有返水通道,所述返水通道的尺寸大于所述冲水管,且所述返水通道与所述出水口连通。
5.作为方案的进一步改进,所述冷却套由铍青铜制成,所述冷却套具有第一斜面,所述浇口模仁具有第二斜面,通过所述第一斜面及所述第二斜面使所述冷却套的周部形成环形水路。
6.本实用新型相对于现有技术的有益效果为:方案提供了两个水路快速冷却浇口模仁,其一是通过冲水管的进水直接冲击针阀式热唧咀所对应的后模仁,快速带走大量热量;其二是通过在冷却套的周部形成环形水路,冷却套采用铍青铜制成,铍青铜是热的良导体,热量通过冷却套的传递被环形水路流过的冷却水带走,有效避免了浇口模仁温度偏高出现浇口结晶发白的问题。
附图说明
7.图1为本实用新型一种可消除浇口发雾的pet制品注塑模具的立体图;
8.图2为图1的主视图;
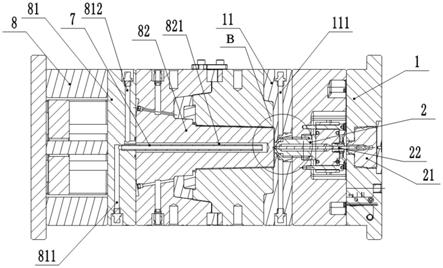
9.图3为图2中a-a位置的剖视图;
10.图4为图3中b位置的放大图;
11.图5为该pet制品注塑模具的纵剖示意图。
12.图中:1、前模;11、浇口模仁;111、第一冷却水路;112、第二斜面;2、针阀式热唧咀;21、气缸;22、阀针;3、冷却套;31、第一斜面;4、第一密封圈;5、第二密封圈;6、型腔;7、冲水管;8、后模;81、后模块;811、进水口;812、出水口;82、后模仁;821、返水通道。
具体实施方式
13.如图1~5所示,本实用新型实施例的一种可消除浇口发雾的pet制品注塑模具,包括前模1、后模8及针阀式热唧咀2,前模1与后模8合模后形成用于pet制品注塑成型的型腔6,针阀式热唧咀2在前模1处安装并与型腔6连通,针阀式热唧咀2贯穿前模1安装,针阀式热唧咀2包括由气缸21驱动实现打开或关闭注塑通道的阀针22,前模1包括位于型腔6右侧的浇口模仁11,浇口模仁11内设有第一冷却水路111及冷却套3,冷却套3安装在针阀式热唧咀2的头部并配有第一密封圈4、第二密封圈5,后模8包括相连接的后模块81及后模仁82,后模仁82位于型腔6的左侧,后模块81内设有进水口811、出水口812及冲水管7,后模仁82上加工有返水通道821,返水通道821的尺寸大于冲水管7,且返水通道821与出水口812连通;其中,冷却套3由铍青铜制成,冷却套3具有第一斜面31,浇口模仁11具有第二斜面112,通过第一斜面31及第二斜面112使冷却套3的周部形成环形水路。
14.方案提供了两个水路快速冷却浇口模仁,其一是通过冲水管的进水直接冲击针阀式热唧咀所对应的后模仁,快速带走大量热量;其二是通过在冷却套的周部形成环形水路,冷却套采用铍青铜制成,铍青铜是热的良导体,热量通过冷却套的传递被环形水路流过的冷却水带走,有效避免了浇口模仁温度偏高出现浇口结晶发白的问题。
15.以上所述仅为本实用新型的优选实施例而已,并不用于限制本实用新型,对于本领域的技术人员来说,本实用新型可以有各种更改和变化。凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
技术特征:
1.一种可消除浇口发雾的pet制品注塑模具,包括前模(1)、后模(8)及针阀式热唧咀(2),所述前模(1)与所述后模(8)合模后形成用于pet制品注塑成型的型腔(6),所述针阀式热唧咀(2)在所述前模(1)处安装并与所述型腔(6)连通,所述针阀式热唧咀(2)贯穿所述前模(1)安装,所述针阀式热唧咀(2)包括由气缸(21)驱动实现打开或关闭注塑通道的阀针(22),其特征在于:所述前模(1)包括位于所述型腔(6)右侧的浇口模仁(11),所述浇口模仁(11)内设有第一冷却水路(111)及冷却套(3),所述冷却套(3)安装在所述针阀式热唧咀(2)的头部并配有第一密封圈(4)、第二密封圈(5),所述后模(8)包括相连接的后模块(81)及后模仁(82),所述后模仁(82)位于所述型腔(6)的左侧,所述后模块(81)内设有进水口(811)、出水口(812)及冲水管(7),所述后模仁(82)上加工有返水通道(821),所述返水通道(821)的尺寸大于所述冲水管(7),且所述返水通道(821)与所述出水口(812)连通。2.根据权利要求1所述的一种可消除浇口发雾的pet制品注塑模具,其特征在于:所述冷却套(3)由铍青铜制成,所述冷却套(3)具有第一斜面(31),所述浇口模仁(11)具有第二斜面(112),通过所述第一斜面(31)及所述第二斜面(112)使所述冷却套(3)的周部形成环形水路。
技术总结
一种可消除浇口发雾的PET制品注塑模具,包括前模、后模及针阀式热唧咀,前模与后模合模后形成用于注塑成型的型腔,针阀式热唧咀在前模处安装并与型腔连通,针阀式热唧咀贯穿前模安装,针阀式热唧咀包括由气缸驱动实现开闭注塑通道的阀针,前模包括位于型腔右侧的浇口模仁,浇口模仁内设有第一冷却水路及冷却套,冷却套安装在针阀式热唧咀的头部并配有第一密封圈、第二密封圈,后模包括相连接的后模块及后模仁,后模仁位于型腔的左侧,后模块内设有进水口、出水口及冲水管,后模仁上加工有返水通道,返水通道的尺寸大于冲水管,且返水通道与出水口连通;通过冲水管及环形水路的设计,避免了浇口模仁温度偏高出现浇口结晶发白的问题。的问题。的问题。
技术研发人员:王伟荣
受保护的技术使用者:台州市黄岩美鼎模具有限公司
技术研发日:2021.11.17
技术公布日:2022/3/25
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1