一种塑木材料在线拉丝装置的制作方法
1.本实用新型涉及塑木材料加工设备领域,具体地说,涉及一种塑木材料在线拉丝装置。
背景技术:
2.塑木材料由于挤出时表面较为光滑的,实际应用会对其进行砂光、拉丝等后处理。目前,塑木材料的后处理都是在材料冷却定型之后再进行加工处理,而现有技术中并未将拉丝集成到塑木材料挤出工艺中,是因为在线拉丝由于摩擦阻力较大,容易会造成挤出机模具口堆料,使塑木材料平整度下降。同时,如果塑木材料挤出的线速度和拉丝辊转动的线速度不匹配,会导致设备严重抖动,拉丝辊上下运动剧烈,会造成塑木材料表面摩擦程度不均匀,严重影响最终产品的质量。但是,如果能够将拉丝处理提前到塑木的挤出过程中,挤出后直接拉丝处理,可以直接形成最终产品,不仅可以减少塑木材料的打包过程,减少人力消耗,而且可以减少塑木材料的后处理工序,降低周转所需的仓储面积。
技术实现要素:
3.为解决上述技术问题,本实用新型提供一种塑木材料在线拉丝装置,该装置将塑木材料的拉丝处理集成到挤出工艺中,并解决工艺集成中遇到的问题,如挤出线速度和拉伸设备线速度的匹配、拉丝产生的废弃物的处理。
4.为解决上述技术问题,本实用新型采用如下技术方案:
5.一种塑木材料在线拉丝装置,包括设于挤出机的冷却槽与切割机之间的固定支架,设于固定支架上的拉丝辊;所述的拉丝辊的上方设有金属罩,金属罩上设有与其连通的负压风管,金属罩上设有用于检测塑木材料挤出型材挤出速度的速度传感器,金属罩上设有用于清理拉丝辊上堆积物料的刮刀。
6.进一步的技术方案,所述的固定支架上设有升降装置,通过升降装置控制拉丝辊的高度。进而调整拉丝辊的运动轨迹,以适应不同厚度的塑木材料。
7.进一步的技术方案,所述的金属罩呈半圆状,保证负压风管的抽吸效果。
8.进一步的技术方案,所述的速度传感器位于塑木材料挤出型材、在线拉丝装置物料入口之间。
9.进一步的技术方案,所述的速度传感器为线速度传感器。
10.进一步的技术方案,所述的刮刀采用金属材质,刮刀接地静电处理,进一步降低物料堆积的可能性。
11.进一步的技术方案,所述的刮刀相对于拉丝辊倾斜设置。
12.进一步的技术方案,所述的刮刀与拉丝辊接触点的切线所形成的角是钝角,且接触点与拉丝辊的圆心连线与水平面的夹角大于等于45
°
。保证了刮刀阻隔的物料不会在拉丝辊和刮刀的同时作用下再次压实到拉丝辊上,而是通过负压风管直接抽离。
13.进一步的技术方案,所述的拉丝辊通过转动轴与电机相连,通过电机驱动拉丝辊,
控制其转速。
14.进一步的技术方案,所述的负压风管还设于后拉丝处理的挤出型材的上方,清理拉丝过程中,挤出型材表面带有的其他碎屑。
15.有益效果
16.与现有技术相比,本实用新型具有如下显著优点:
17.1、由于是在线拉丝,是物料挤出后就对其进行拉丝,拉丝辊接触的物料是热料,具有较大的形变能力和一定的粘性,而且辊和物料长时间的摩擦会导致静电积聚,拉丝辊也会粘附处理后产生的碎屑,如果不及时清理,会影响拉丝产品的表面处理效果,增加废品率,本实用新型通过设置刮刀,一方面通过接触式的物理阻隔将拉丝辊上的堆积料清除,并通过负压风管及时抽离,不会造成物料堆积。
18.2、本实用新型通过设置负压风管,可以抽离刮刀清理的粘附在拉丝辊上的碎屑;同时可以清理塑木材料挤出型材在拉丝过程中表面带有的其他碎屑,负压风管收集的碎屑可以作为原材料再次挤出成型,回收再利用。
19.3、本实用新型设置金属护罩,基于安全生产将高速旋转的拉丝辊与工人隔离,同时积聚风力,增加负压风管的抽离效果。
20.4、本实用新型通过线传感器检测挤出型材的挤出速度,配合调整拉丝辊的转速可以有效匹配挤出和拉丝的速度,降低由于速度不匹配造成的拉丝设备抖动,降低废品率,保证产品质量,而且有效延长设备使用寿命。
21.5、本实用新型的在线拉丝装置可以实现塑木材料挤出型材的在线拉丝,简化塑木生产工艺,保证了产品质量同时提高了生产效率。
附图说明
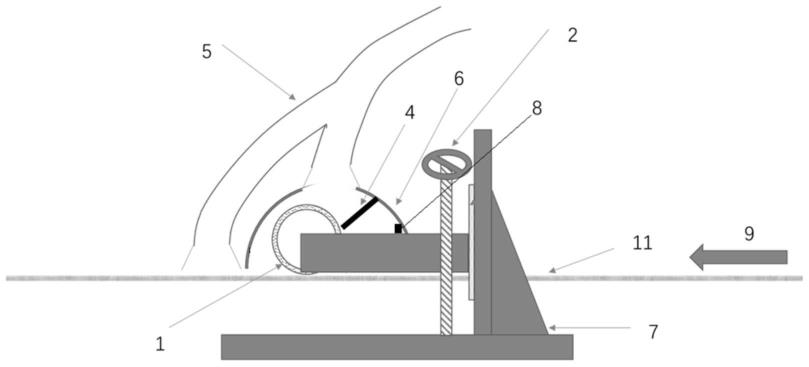
22.图1为本实用新型的结构示意图;
23.图2为拉丝辊及转动轴的结构示意图;
24.图中标记:1、拉丝辊,2、升降装置, 4、刮刀,5、负压风管,6、金属护罩,7、固定支架,8、速度传感器,9、塑木材料挤出型材的挤出方向, 11、塑木材料挤出型材, 3、转动轴,10、电机。
具体实施方式
25.下面结合附图和实施例对本实用新型作进一步详细的说明。
实施例
26.如图1-2所示,一种塑木材料在线拉丝装置,包括设于挤出机的冷却槽与切割机之间的固定支架7,设于固定支架7上的拉丝辊1;所述的拉丝辊1的上方设有金属罩6;金属罩6上设有与其连通的负压风管5,金属罩6上设有用于检测塑木材料挤出型材挤出速度的速度传感器8,金属罩6上设有用于清理拉丝辊1上堆积物料的刮刀4。
27.所述的固定支架7上设有升降装置2,通过升降装置2控制拉丝辊1的高度。
28.所述的金属罩6呈半圆状。
29.所述的速度传感器8为线速度传感器。
30.所述的刮刀4采用金属材质,刮刀4接地静电处理。所述的刮刀4相对于拉丝辊倾斜设置。
31.所述的拉丝辊1通过转动轴3与电机10相连,通过电机10驱动拉丝辊1,控制其转速。可以根据生产需要调节拉丝辊的位置和宽度,扩大使用范围。
32.所述的负压风管5还设于拉丝处理后的挤出型材的上方。
33.本实用新型的工作过程如下:
34.1、将在线拉丝装置放置在在型材挤出机的冷却槽、切割机之间,准备在线拉丝。
35.2、如图1所示,先根据塑木材料类型,调整拉丝辊的高度,图中9为挤出型材的挤出方向,通过速度传感器检测挤出速度,再调整拉丝辊的转速,拉丝辊顺时针转动,一方面方便刮刀清理拉丝辊,另一方面不会因为拉丝辊和挤出材料的摩擦阻力影响挤出线的生产效率和成品质量。
36.3、拉丝过程中,刮刀静电处理,负压风管保持工作,直至拉丝工作结束,完成塑木材料的在线拉丝。
技术特征:
1.一种塑木材料在线拉丝装置,其特征在于:包括设于挤出机的冷却槽与切割机之间的固定支架,设于固定支架上的拉丝辊;所述的拉丝辊的上方设有金属罩;金属罩上设有与其连通的负压风管,金属罩上设有用于检测塑木材料挤出型材挤出速度的速度传感器,金属罩上设有用于清理拉丝辊上堆积物料的刮刀。2.根据权利要求1所述的塑木材料在线拉丝装置,其特征在于:所述的固定支架上设有升降装置,通过升降装置控制拉丝辊的高度。3.根据权利要求1所述的塑木材料在线拉丝装置,其特征在于:所述的金属罩呈半圆状。4.根据权利要求1所述的塑木材料在线拉丝装置,其特征在于:所述的速度传感器为线速度传感器。5.根据权利要求1所述的塑木材料在线拉丝装置,其特征在于:所述的刮刀接地静电处理。6.根据权利要求1所述的塑木材料在线拉丝装置,其特征在于:所述的刮刀采用金属材质,刮刀相对于拉丝辊倾斜设置。7.根据权利要求1或5或6所述的塑木材料在线拉丝装置,其特征在于:所述的刮刀与拉丝辊接触点的切线所形成的角是钝角,且接触点与拉丝辊的圆心连线与水平面的夹角大于等于45
°
。8.根据权利要求1所述的塑木材料在线拉丝装置,其特征在于:所述的拉丝辊通过转动轴与电机相连,通过电机驱动拉丝辊,控制其转速。9.根据权利要求1所述的塑木材料在线拉丝装置,其特征在于:所述的负压风管还设于拉丝处理后的挤出型材的上方。
技术总结
一种塑木材料在线拉丝装置,包括设于挤出机的冷却槽与切割机之间的固定支架,设于固定支架上的拉丝辊;所述的拉丝辊的上方设有金属罩,金属罩上设有与其连通的负压风管,金属罩上设有用于检测塑木材料挤出型材挤出速度的速度传感器,金属罩上设有用于清理拉丝辊上堆积物料的刮刀。本实用新型的在线拉丝装置可以实现塑木材料挤出型材的在线拉丝,简化塑木生产工艺,保证了产品质量同时提高了生产效率。保证了产品质量同时提高了生产效率。保证了产品质量同时提高了生产效率。
技术研发人员:毛亚鹏 丁建生 朱方政 闫武 姚龙 卜倩雯 何宝华
受保护的技术使用者:南京聚锋新材料有限公司
技术研发日:2021.11.23
技术公布日:2022/7/19
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1