一种具备排气功能的LED套件塑壳模具的制作方法
一种具备排气功能的led套件塑壳模具
技术领域
1.本实用新型属于led塑料产品成型领域,涉及led套件塑壳模具,具体涉及一种具备排气功能的led套件塑壳模具。
2.
背景技术:
led套件塑壳模具是用于成型led塑壳的,其包括前模具、后模具和位于后模具上的模芯,前模具和后模具合模后,前模具和模芯便形成了模腔,通过向模腔内注入高温液体塑胶,完成led塑壳产品的成型。
3.现有的led塑壳产品中为了减少pcb板材使用,在产品结构上会增加高档筋,具体如图1所示,led塑壳100内设置有高档筋101,用于节省pcb尺寸和环氧树脂材料成本,但是由于高档筋的增加,使得塑胶在流入模腔后,模腔内的空气会受到塑胶排挤,集中至固定几处难以排出,这些集中点基本上位于靠近高档筋处,这存在的问题是,在高温塑胶挤压空气并使得模腔空间内的温度升高,集中的空气在高温的影响下,会有灼烧反应,导致后期产品注塑成型后会有焦灼现象,尤其是高档筋附近,另外,空气在无法排出时,会在塑胶之间留有空隙,还会导致产品缺胶不良,上述两种缺陷,导致后期产品不合格率大大增加。
技术实现要素:
4.发明目的:为了克服现有技术中存在的不足,提供一种具备排气功能的led套件塑壳模具,其采用镶件和排气孔的间隙排气的方式,在保证正常成型的基础上,解决了焦灼现象和缺胶不良两大问题,大幅提高了产品的成型合格率。
5.技术方案:为实现上述目的,本实用新型提供一种具备排气功能的led套件塑壳模具,包括前模具、后模具和位于后模具上的模芯,所述模芯内设置有高档筋成型块,所述模芯内开设有若干排气孔,所述排气孔设置于靠近高档筋成型块处,所述排气孔的顶部位于模芯内,底部位于后模具的底面上,所述排气孔内设置有镶件,所述镶件间隙镶嵌配合在排气孔内,所述镶件和排气孔的间隙用于对模腔进行排气。
6.进一步地,所述排气孔为垂直结构,一方面便于更好的排气,另一方面降低了镶件的成型难度。
7.进一步地,所述镶件和排气孔的间隙范围为0.01-0.02mm。这个间隙范围兼顾了排气和塑胶成型两方面,因为塑胶的自身密度关系,在这个间隙范围,塑胶不会流入到镶件和排气孔的间隙处,这样便确保了塑胶在模腔内的正常成型,而且在这个基础上,模腔内的空气可以通过镶件和排气孔的间隙排出。
8.进一步地,所述排气孔和高档筋成型块之间的距离为0.2-0.3mm,使得排气孔能够处于模腔内的空气集中处,能够更好的进行排气。
9.进一步地,所述镶件的底部设置有拉环,方便从排气孔中取出镶件。
10.有益效果:本实用新型与现有技术相比,通过镶件和排气孔内的间隙配合设置,并且巧妙的利用了塑胶和空气的密度区别,在不影响正常注胶成型的情况下,使得模腔具备了排气功能,且能够针对性的排出高档筋附近的集中空气,解决了现有模具在成型具备高档筋的led塑壳时存在的空气集中且难以排出的问题,克服了这种led塑壳容易出现焦灼现
象和缺胶不良的两大缺陷,大幅提高了产品的成型合格率。
附图说明
11.图1为具备高档筋的led塑壳产品简图;
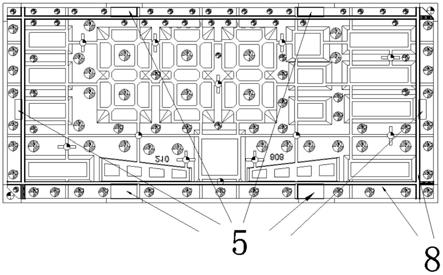
12.图2为后模具的俯视示意图;
13.图3为前模具和后模具处于合模状态的示意图;
14.图4为模芯的结构示意图。
具体实施方式
15.下面结合附图和具体实施例,进一步阐明本实用新型,应理解这些实施例仅用于说明本实用新型而不用于限制本实用新型的范围,在阅读了本实用新型之后,本领域技术人员对本实用新型的各种等价形式的修改均落于本申请所附权利要求所限定的范围。
16.如图2~图4所示,本实用新型提供一种具备排气功能的led套件塑壳模具,包括前模具1、后模具2和位于后模具2上的模芯3,模芯3内设置有高档筋成型块8,模芯3内开设有六个排气孔5,六个排气孔5均匀分布在靠近高档筋成型块8处,本实施例中排气孔5和高档筋成型块8之间的距离为0.3mm,排气孔5为垂直结构,排气孔5的顶部位于模芯3内,底部位于后模具2的底面上,排气孔5内设置有镶件6,镶件6间隙镶嵌配合在排气孔5内,本实施例中镶件6和排气孔5的间隙为0.02mm,镶件6配合在排气孔5内时,其顶面和排气孔5的上孔面水平,镶件6的底部设置有拉环7。
17.本实施例中将上述led套件塑壳模具用于成型如图1所示的led塑壳产品,该led塑壳产品包括led塑壳100和设置于led塑壳100内的高档筋101,具体的成型方法为:
18.首先,将六个镶件6分别镶嵌配合在六个排气孔5内,将前模具1和后模具2合模,前模具1和模芯3形成模腔4,然后向模腔4内注入高温塑胶,在注入的过程中,塑胶会逐渐挤压模腔4内的空气,由于高档筋101的存在,空气会倾向于向高档筋101处流动,导致空气逐渐集中至高档筋101附件,这些空气会通过镶件6和排气孔5的间隙从排气孔5底部排出,在整个注胶成型过程中,由于镶件6和排气孔5的间隙为0.02mm,塑胶不会通过此间隙流入到排气孔5中,这样便不会影响了led塑壳产品的成型。
19.最终通过上述模具制得的led塑壳产品,没有出现任何焦灼现象和缺胶不良的现象,产品的成型合格率有了大幅提升。
技术特征:
1.一种具备排气功能的led套件塑壳模具,包括前模具、后模具和位于后模具上的模芯,所述模芯内设置有高档筋成型块,其特征在于,所述模芯内开设有若干排气孔,所述排气孔设置于靠近高档筋成型块处,所述排气孔的顶部位于模芯内,底部位于后模具的底面上,所述排气孔内设置有镶件,所述镶件间隙镶嵌配合在排气孔内,所述镶件和排气孔的间隙用于对模腔进行排气。2.根据权利要求1所述的一种具备排气功能的led套件塑壳模具,其特征在于,所述排气孔为垂直结构。3.根据权利要求1所述的一种具备排气功能的led套件塑壳模具,其特征在于,所述镶件和排气孔的间隙范围为0.01-0.02mm。4.根据权利要求1所述的一种具备排气功能的led套件塑壳模具,其特征在于,所述排气孔和高档筋成型块之间的距离为0.2-0.3mm。5.根据权利要求1所述的一种具备排气功能的led套件塑壳模具,其特征在于,所述镶件的底部设置有拉环。
技术总结
本实用新型公开了一种具备排气功能的LED套件塑壳模具,包括前模具、后模具和位于后模具上的模芯,所述模芯内设置有高档筋成型块,所述模芯内开设有若干排气孔,所述排气孔设置于靠近高档筋成型块处,所述排气孔的顶部位于模芯内,底部位于后模具的底面上,所述排气孔内设置有镶件,所述镶件间隙镶嵌配合在排气孔内,所述镶件和排气孔的间隙用于对模腔进行排气。本实用新型通过镶件和排气孔内的间隙配合设置,并且巧妙的利用了塑胶和空气的密度区别,在不影响正常注胶成型的情况下,使得模腔具备了排气功能,且能够针对性的排出高档筋附近的集中空气,克服了焦灼现象和缺胶不良的两大缺陷,大幅提高了产品的成型合格率。大幅提高了产品的成型合格率。大幅提高了产品的成型合格率。
技术研发人员:周思捷
受保护的技术使用者:宜兴市南埠塑胶电子有限公司
技术研发日:2021.11.29
技术公布日:2022/4/26
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1