一种点火线圈灌注预热工序的温度监控传送装置的制作方法
1.本实用新型涉及一种温度监测监控装置,特别涉及一种点火线圈灌注预热工序的温度监控传送装置。
背景技术:
2.汽车点火线圈生产工序,在产品全部组装完成后,被码放到托盘上,然后将托盘放入预热烘箱或预热窑进行时长为3-10小时、85
±
10℃ 的预热处理,目的有两点:1、去除产品内的潮气、湿气,增加产品的绝缘性。2、得到与环氧树脂饱满的灌注效果,这样可以降低成品产生高压弧光,电晕。预热达到时间后,工人将产品托盘送到灌注机灌注室入口,顺序等待灌注。
3.一般情况下灌注机灌注一托盘产品,需用时8分钟左右。通常一个烘箱或预热窑内摆放的托盘有几十托,灌注室外待灌注产品的顺序等待时间是比较长的。这样预热产品会因等待时间过长,造成温度降低的。
4.产品灌注环氧树脂材料,达到最佳流动效果的温度为65-75℃,从而要求产品在进入灌注室前,整托盘产品温度必须在65-75℃区间内。如果灌前产品温度过低不能满足环氧树脂灌注条件,会影响最终产品质量。
5.目前,产品预热后到灌注前这段时间,主要采取人为手动温度测量,管控方式,效率低下。所以要研制一种可自动监控每托盘产品温度、预热时长、预热窑轨道电机运动速度,同时监控灌注室舱门口托盘产品温度达标检测,自动开门操作的监控设备。
技术实现要素:
6.鉴于现有技术存在的不足,本实用新型提供一种点火线圈灌注预热工序的温度监控传送装置,采用微控制器对预热窑温度监控,同时对托盘入窑的序号、时间进行记录监测,当温控和时长达到预设条件给予灌注许可信号,等待灌注,具体技术方案是,一种点火线圈灌注预热工序的温度监控传送装置,包括预热窑、灌注前传送带、灌注室、预热窑前推进架、预热窑后推进架、监测装置、灌注室出舱推进架、预热烘箱、微处理器,其特征在于:所述的预热窑前推进架安装在预热窑的进舱门前,预热窑后推进架固定于预热窑的出舱门与灌注前传送带前端之间,灌注前传送带后端固定于灌注室的进舱门门口处,灌注室出舱推进架固定于灌注室的出舱门门口处,所述的监测装置包括预热窑前推进架传感器、预热窑采温器、预热窑后推进架传感器、灌注室进舱传感器、灌注室进舱采温器、灌注室出舱推进架传感器,预热窑采温器固定于预热窑内中部,采集预热窑窑温,预热窑前推进架传感器固定于预热窑前推进架上、预热窑后推进架传感器固定于预热窑后推进架,采集托盘进、出窑的序号、时间,灌注室进舱传感器与灌注室进舱采温器固定于灌注室的进舱门处,灌注室出舱推进架传感器固定于灌注室出舱推进架,采集托盘进、出室的时间、序号、温度,微处理器与监测装置数据连接。
7.本实用新型的技术效果是,可自动监测每托盘产品温度、预热时长、预热窑轨道电
机运动速度,同时对灌注室舱门口托盘产品温度达标检测,自动开门操作,节省人力、效率高,对产品灌注质量起到实时有效的保障作用,减少了产品不合格率。
附图说明
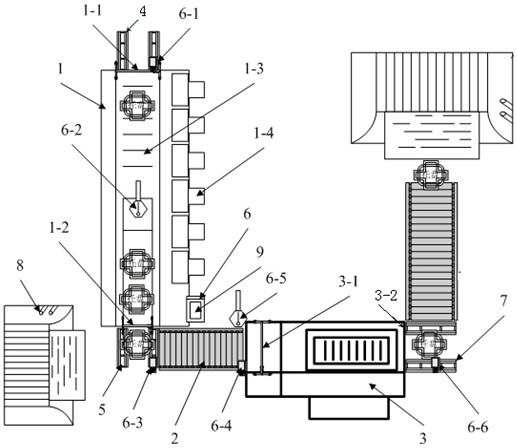
8.图1是本发明的结构连接图。
具体实施方式
9.下面结合附图,对本实用新型作进一步说明。
10.如图1所示,一种点火线圈灌注预热工序的温度监控传送装置,包括预热窑1、灌注前传送带2、灌注室3、预热窑前推进架4、预热窑后推进架5、监测装置6、灌注室出舱推进架7、预热烘箱8、微处理器9,预热窑前推进架4安装在预热窑1的进舱门1-1前,预热窑后推进架5固定于预热窑1的出舱门1-2与灌注前传送带2前端之间,灌注前传送带2后端固定于灌注室3的进舱门3-1门口处,灌注室出舱推进架7固定于灌注室3的出舱门3-2门口处,所述的监测装置6包括预热窑前推进架传感器6-1、预热窑采温器6-2、预热窑后推进架传感器6-3、灌注室进舱传感器6-4、灌注室进舱采温器6-5、灌注室出舱推进架传感器6-6,预热窑采温器6-2固定于预热窑1内中部,采集预热窑1窑温,预热窑前推进架传感器6-1固定于预热窑前推进架4上、预热窑后推进架传感器6-3固定于预热窑后推进架5上,采集托盘进、出窑的序号、时间,灌注室进舱传感器6-4与灌注室进舱采温器6-5固定于灌注室(3)的进舱门3-1处,灌注室出舱推进架传感器6-6固定于灌注室出舱推进架(7),采集托盘进、出室的时间、序号、温度,微处理器9与监测装置6数据连接。
11.实现方法
12.1. 微处理器9采集预热窑采温器6-2实时温度,控制暖风机1-4动作,使得预热窑1内温度保持在 85
±
10℃温度区间内;
13.2.当有托盘产品经过预热窑前推进架4进入预热窑1时,微处理器9控制打开预热窑进舱门1-1,启动预热窑轨道传送带1-3传输托盘入预热窑1后,关闭预热窑进舱门1-1,同时记录入舱序号,时间,监控预热窑(1)温度达到设定温度区间时,累计预热时间;
14.3.托盘产品连续预热窑1,微处理器9顺序记录,直到预热窑1装满为止,点亮满舱指示灯;
15.4. 微处理器9监控当预热窑1中托盘产品到达灌注要求的预热时间时,点亮可灌注指示灯,告知工作人员,满足条件,可以灌注;
16.5.工作人员灌注时,点动预热窑出舱门1-2门口按钮,微处理器9控制打开预热窑出舱门1-2,并采用“先入先出”原则,启动预热窑轨道传送带1-3传输托盘出舱到预热窑后推进架5,关闭预热窑出舱门1-2,微处理器9控制灌注前传送带2运送托盘到灌注室进舱门3-1门口。同时清除此托盘记录,点亮可预热窑入舱指示灯,告知工作人员,可装入新的预热托盘产品;
17.6. 当上一托产品灌注完成,移出灌注室3,到灌注室出舱推进架7,微处理器9监测灌注室进舱门3-1门口托盘产品实时温度,符合灌注温度要求,则打开灌注室进舱门3-1,传输托盘产品进入灌注室3,如温度测试不符合灌注要求,则点亮报警灯,提示工作人员将本托盘产品移送预热烘箱8,再次进行预热。同时重复操作步骤5可另出舱一托盘产品或取出
预热烘箱内满足预热要求的产品托盘,放置在预热窑后推进架5,微处理器9控制启动灌注前传送带2,运送托盘到灌注室进舱门3-1门口,并监测托盘产品是否符合灌注温度要求,符合,则打开灌注室进舱门3-1,传输托盘产品进入灌注室3;
18.7. 工作人员启动灌注室出舱推进架7将出舱托盘产品经固化轨道传送带,送到固化烘箱内,进行产品固化。
19.本装置实现对灌前产品预热温控、时控,灌前温度监测,对产品灌注质量起到实时有效的保障作用,减少了产品不合格率。
技术特征:
1.一种点火线圈灌注预热工序的温度监控传送装置,包括预热窑(1)、灌注前传送带(2)、灌注室(3)、预热窑前推进架(4)、预热窑后推进架(5)、监测装置(6)、灌注室出舱推进架(7)、预热烘箱(8)、微处理器(9),其特征在于:所述的预热窑前推进架(4)安装在预热窑(1)的进舱门(1-1)前,预热窑后推进架(5)固定于预热窑(1)的出舱门(1-2)与灌注前传送带(2)前端之间,灌注前传送带(2)后端固定于灌注室(3)的进舱门(3-1)门口处,灌注室出舱推进架(7)固定于灌注室(3)的出舱门(3-2)门口处,所述的监测装置(6)包括预热窑前推进架传感器(6-1)、预热窑采温器(6-2)、预热窑后推进架传感器(6-3)、灌注室进舱传感器(6-4)、灌注室进舱采温器(6-5)、灌注室出舱推进架传感器(6-6),预热窑采温器(6-2)固定于预热窑(1)内中部,采集预热窑(1)窑温,预热窑前推进架传感器(6-1)固定于预热窑前推进架(4)上、预热窑后推进架传感器(6-3)固定于预热窑后推进架(5)上,采集托盘进、出窑的序号、时间,灌注室进舱传感器(6-4)与灌注室进舱采温器(6-5)固定于灌注室(3)的进舱门(3-1)处,灌注室出舱推进架传感器(6-6)固定于灌注室出舱推进架(7),采集托盘进、出室的时间、序号、温度,微处理器(9)与监测装置(6)数据连接。
技术总结
本实用新型涉及一种点火线圈灌注预热工序的温度监控传送装置,包括预热窑、灌注前传送带、灌注室、预热窑前推进架、预热窑后推进架、监测装置、灌注室出舱推进架、预热烘箱、微处理器,采用监测装置对预热窑温度,托盘出、入窑的序号、时间、温度进行记录、监测,当温控和时长达到预设条件,微处理器给予灌注许可信号,并控制预热窑进、出舱门开关,灌注室进、出舱门开关,各推进架、传送带启动、关停,实现对灌前产品预热温控、时控,灌前温度监测,节省人力、效率高,对产品灌注质量起到实时有效的保障作用,减少了产品不合格率。减少了产品不合格率。减少了产品不合格率。
技术研发人员:蔡椿军 王海航 邓云文 朱溟
受保护的技术使用者:天津斯巴克瑞汽车电子股份有限公司
技术研发日:2021.12.15
技术公布日:2022/5/17
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1