成型体的制造方法、树脂浸渗装置和3D打印机与流程
本发明涉及由纤维增强复合材料形成的成型体的制造方法、树脂浸渗装置和3d打印机。
背景技术:
1、近年来,正在进行环保的天然气汽车(cng车)、燃料电池汽车(fcv)的普及。燃料电池汽车以燃料电池作为动力源,将成为其燃料的氢气压缩至高压并填充至汽车中的氢气站的装备是必不可少的。
2、作为燃料电池汽车用的氢气站或者cng车、燃料电池汽车等的车载用燃料罐而使用的高压气体贮藏罐至今为止使用了钢制的罐,逐渐进行在罐的衬垫或其外层中使用树脂材料得到的更轻量的高压气体贮藏罐的开发。通过使车载用燃料罐实现轻量化,从而存在能够改善搭载车的燃耗等优点。
3、碳纤维增强复合材料等纤维增强复合材料(以下也称为“frp(fiber reinforcedplastics)”)具有非常高的弹性模量、强度且呈现轻量,因此作为金属替代材料而备受关注。可预测frp在汽车结构材料用途、风力发电叶片用途、压力容器用途、航空宇宙用途中的需求会增加。
4、在将使用环氧树脂等热固性树脂的固化物作为基础树脂的frp用于压力容器用途的情况下,已知的是通过纤维缠绕法来进行成型。例如,可以将浸渗有环氧树脂组合物等热固性树脂组合物的增强纤维纱(丝束预浸料)卷绕于金属制或树脂制的衬垫的外表面来进行覆盖后,使该组合物发生固化并进行成型。
5、然而,在上述方法中,成为用于卷绕增强纤维纱的铸模的衬垫或芯材等是必须的,因此,难以制造仅由frp构成的没有衬垫的压力容器。
6、另一方面,作为使用浸渗有热固性树脂组合物的预浸料且不使用铸模地进行三维造型的方法,还研究了使用3d打印机的方法。
7、例如,专利文献1中提出了一种具备喷头和机械臂的三维造型物成型系统,所述喷头具有供给包含树脂和纤维的连续材料的供给部,所述机械臂保护被前述供给部供给连续材料且成型出三维造型物的成型部,使得前述成型部能够移动和旋转,前述成型部相对于前述供给部的位置和朝向自由变更。另外启示出:作为具有供给包含树脂和纤维的连续材料的供给部的喷头,具备使热固性树脂浸渗至纤维的树脂浸渗装置,作为该树脂浸渗装置,具有贮留有树脂的树脂槽。
8、现有技术文献
9、专利文献
10、专利文献1:日本特开2019-48398号公报
技术实现思路
1、发明要解决的问题
2、与专利文献1同样地,以往的纤维缠绕法也采用如下方法:通过使增强纤维纱浸渍于贮留有热固性树脂或热固性树脂组合物(以下也称为“热固性树脂或组合物”)的树脂槽,从而使其含浸热固性树脂。
3、然而在上述方法中,适用期短的热固性树脂或组合物会在成型前的阶段、例如贮留在树脂槽中的期间内发生固化,因此存在无法应用的问题。
4、另一方面,采用除浸渍法之外的方法来作为使增强纤维纱含浸热固性树脂或组合物的方法时,若热固性树脂或组合物对于增强纤维纱的浸渗不充分,则也可能产生所得frp的物性降低等问题。
5、本发明的课题在于,提供在由包含热固性树脂或热固性树脂组合物的固化物且包含连续增强纤维的纤维增强复合材料形成的成型体的制造中能够使用适用期短的热固性树脂或热固性树脂组合物,且热固性树脂或热固性树脂组合物在连续增强纤维束中的浸渗性良好的制造方法;适合用于该制造方法的树脂浸渗装置和3d打印机。
6、用于解决问题的方案
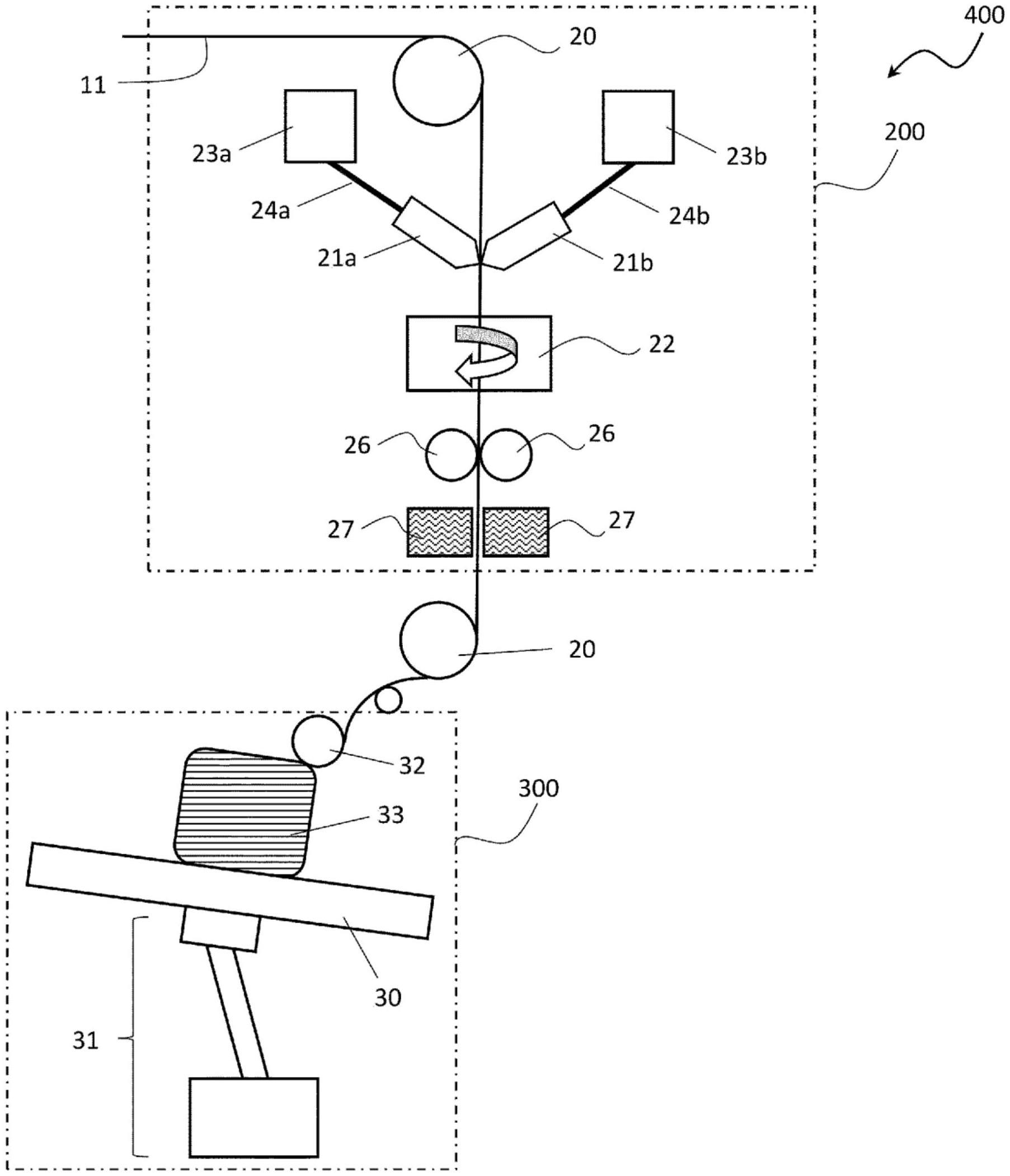
7、本发明人等发现:依次具备在连续增强纤维束的表面涂布热固性树脂或组合物的涂布工序(i)、在工序(i)之后将连续增强纤维束进行加捻而得到浸渗有热固性树脂或组合物的预浸料的树脂浸渗工序(ii)、以及配置该预浸料并接着进行加热的加热成型工序(iii)的制造方法、以及适合用于该制造方法的具有规定机构的树脂浸渗装置和3d打印机能够解决上述课题。
8、即,本发明涉及下述[1]~[3]。
9、[1]一种成型体的制造方法,所述成型体由包含热固性树脂或热固性树脂组合物的固化物且包含连续增强纤维的纤维增强复合材料形成,所述制造方法依次具备下述工序(i)~(iii)。
10、工序(i):涂布工序,在连续增强纤维束的表面涂布热固性树脂或热固性树脂组合物;
11、工序(ii):树脂浸渗工序,在工序(i)之后,将前述连续增强纤维束进行加捻,得到浸渗有前述热固性树脂或热固性树脂组合物的预浸料;
12、工序(iii):加热成型工序,配置工序(ii)中得到的前述预浸料,接着进行加热。
13、[2]一种树脂浸渗装置,其具备:送出连续增强纤维束的机构;用于向该连续增强纤维束的表面喷出热固性树脂或热固性树脂组合物的喷嘴;以及将该连续增强纤维束进行加捻的机构。
14、[3]一种3d打印机,其搭载有上述[2]所述的树脂浸渗装置。
15、发明的效果
16、根据本发明,可提供在由包含热固性树脂或组合物的固化物且包含连续增强纤维的纤维增强复合材料形成的成型体的制造中能够使用适用期短的热固性树脂或组合物,且能够提高热固性树脂或组合物在连续增强纤维束中的浸渗性的制造方法;适合用于该制造方法的树脂浸渗装置和3d打印机。
17、根据本发明的制造方法,能够容易地制造无衬垫的压力容器。该压力容器适合作为车载用的高压气体贮藏罐且呈现轻量,因此,能够改善搭载车的燃耗。
技术特征:
1.一种成型体的制造方法,所述成型体由包含热固性树脂或热固性树脂组合物的固化物且包含连续增强纤维的纤维增强复合材料形成,所述制造方法依次具备下述工序(i)~(iii),
2.根据权利要求1所述的成型体的制造方法,其中,所述热固性树脂组合物为含有主剂(a)和固化剂(b)的二组分型的热固性树脂组合物。
3.根据权利要求2所述的成型体的制造方法,其中,所述工序(i)具备如下工序:在所述连续增强纤维束的表面涂布所述主剂(a)或其组合物的工序、以及涂布所述固化剂(b)或其组合物的工序。
4.根据权利要求2所述的成型体的制造方法,其中,所述工序(i)具备如下工序:在使所述主剂(a)或其组合物与所述固化剂(b)或其组合物碰撞混合后,将其涂布于所述连续增强纤维束的表面的工序。
5.根据权利要求1~4中任一项所述的成型体的制造方法,其中,所述工序(ii)包括:在将所述连续增强纤维束加捻后进行解捻的工序。
6.根据权利要求1~5中任一项所述的成型体的制造方法,其中,使用树脂浸渗装置来进行所述工序(i)和工序(ii),所述树脂浸渗装置具备:
7.根据权利要求1~6中任一项所述的成型体的制造方法,其中,所述工序(iii)中的成型方法为3d打印法。
8.根据权利要求2~7中任一项所述的成型体的制造方法,其中,所述主剂(a)与所述固化剂(b)在混合后的适用期为10分钟以下。
9.根据权利要求3~8中任一项所述的成型体的制造方法,其中,所述固化剂(b)的组合物中的溶剂的含量为40质量%以下。
10.根据权利要求3~9中任一项所述的成型体的制造方法,其中,所述主剂(a)的组合物没有溶剂。
11.根据权利要求2~10中任一项所述的成型体的制造方法,其中,所述主剂(a)为环氧树脂(a1),所述固化剂(b)为包含下述成分(x1)与成分(x2)的反应产物(x)的环氧树脂固化剂(b1),
12.根据权利要求11所述的成型体的制造方法,其中,所述环氧树脂(a1)以由间苯二甲胺衍生的具有缩水甘油基氨基的环氧树脂作为主成分。
13.根据权利要求1~12中任一项所述的成型体的制造方法,其中,所述成型体为压力容器。
14.根据权利要求13所述的成型体的制造方法,其中,所述压力容器没有衬垫。
15.一种树脂浸渗装置,其具备:
16.根据权利要求15所述的树脂浸渗装置,其还具备干燥机构。
17.一种3d打印机,其搭载有权利要求15或16所述的树脂浸渗装置。
技术总结
一种成型体的制造方法、适合用于该制造方法的树脂浸渗装置和3D打印机,所述成型体由包含热固性树脂或热固性树脂组合物的固化物且包含连续增强纤维的纤维增强复合材料形成,所述制造方法依次具备下述工序(I)~(III)。工序(I):涂布工序,在连续增强纤维束的表面涂布热固性树脂或热固性树脂组合物;工序(II):树脂浸渗工序,在工序(I)之后,将前述连续增强纤维束进行加捻,得到浸渗有前述热固性树脂或热固性树脂组合物的预浸料;工序(III):加热成型工序,配置工序(II)中得到的前述预浸料,接着进行加热。
技术研发人员:松本信彦,池内孝介,桥本凌马
受保护的技术使用者:三菱瓦斯化学株式会社
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!