树脂制容器的制造方法以及制造装置与流程
本发明涉及树脂制容器的制造方法以及制造装置。
背景技术:
1、以往,作为树脂制容器的制造方法之一,已知有热型坯式的吹塑成型方法。热型坯式的吹塑成型方法是利用预塑型坯的注射成型时的保有热对树脂制容器进行吹塑成型的方法,与冷型坯式相比,在能够制造多种多样且外观美感优异的树脂制容器方面是有利的。
2、关于热型坯式的吹塑成型方法,以缩短成型周期为目的而提出了各种方案。为了成型周期的缩短化,例如如专利文献1、2那样,缩短作为限速阶段的预塑型坯的注射成型时间(预塑型坯的冷却时间)是重要的。
3、现有技术文献
4、专利文献
5、专利文献1:国际公开第2017-098673号公报
6、专利文献2:日本特开平5-185493号公报
技术实现思路
1、发明所要解决的课题
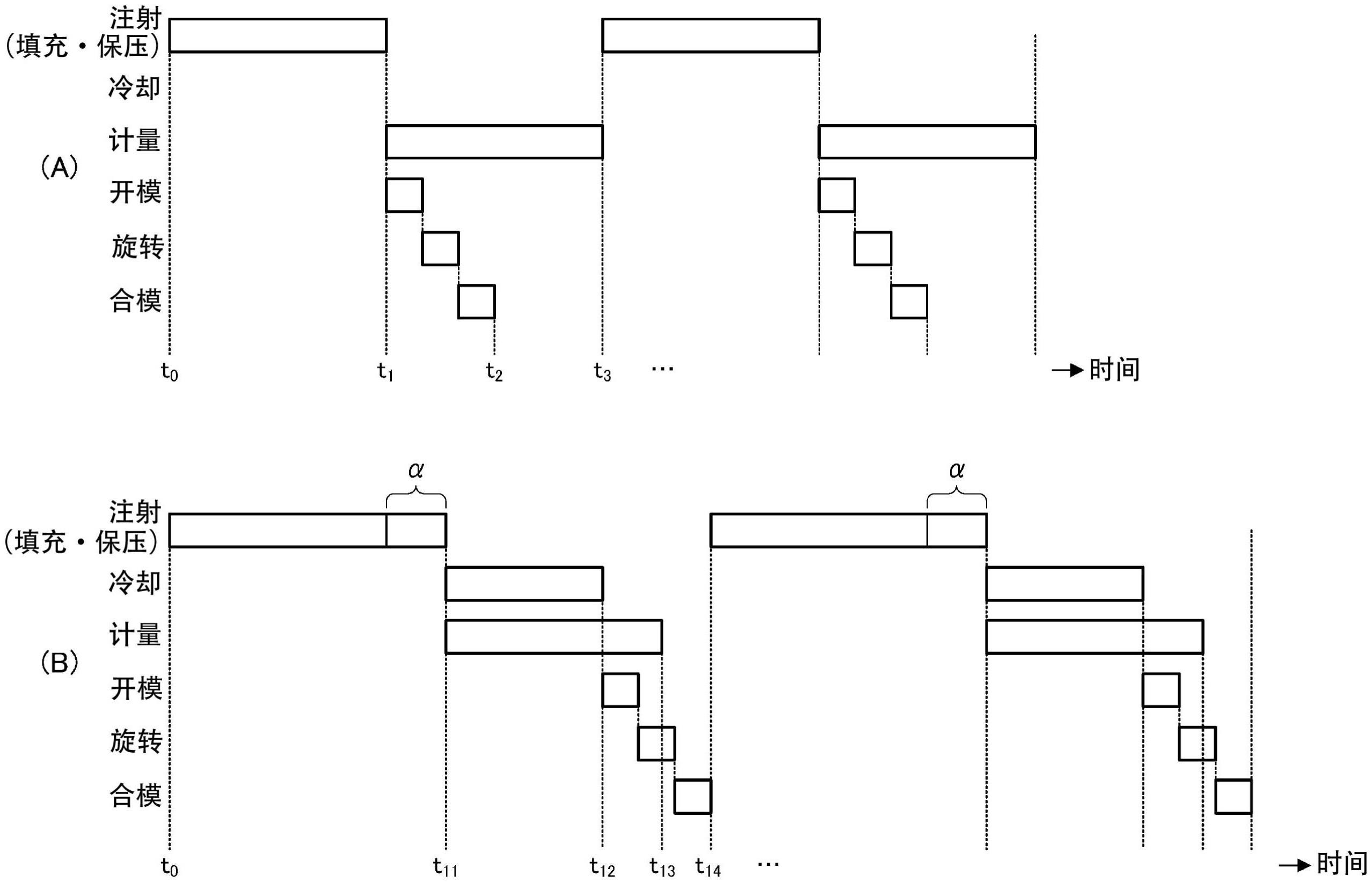
2、一般来说,预塑型坯的注射成型工序的1个周期中包括计量、填充、保压、冷却的步骤。在上述的注射成型工序的冷却时间中,由于在注射模具内预塑型坯在没有保压的状态下被冷却,因此在冷却中预塑型坯的收缩被促进而容易在预塑型坯产生缩痕。作为上述的对策,虽然通过延长填充及保压的时间,能够改善预塑型坯的缩痕,但有时并不会缩短注射成型时间。另外,在热型坯式的吹塑成型方法中,通常注射成型工序的时间成为限速阶段,规定吹塑成型机的成型周期的时间。
3、因此,本发明鉴于这样的课题而作,其目的在于提供一种能够抑制预塑型坯的缩痕的产生并且能够以高速的成型周期制造树脂制容器的制造方法。
4、用于解决课题的技术方案
5、作为本发明的一个方式的树脂制容器的制造方法包括:注射成型工序,注射成型树脂制的预塑型坯;温度调整工序,进行通过注射成型工序制造的预塑型坯的温度调整;以及吹塑成型工序,对温度调整后的预塑型坯进行吹塑成型来制造树脂制容器。在注射成型工序中,在树脂材料的填充以及保压完成后将注射模具开模,并且在填充以及保压完成后将加工预塑型坯在注射模具内不冷却而搬出。此外,在温度调整工序中,向预塑型坯内导入制冷剂来冷却预塑型坯。
6、发明效果
7、根据本发明的一个方式,能够抑制预塑型坯的缩痕的产生,并且能够以高速的成型周期制造树脂制容器。
技术特征:
1.一种树脂制容器的制造方法,其具有:
2.根据权利要求1所述的树脂制容器的制造方法,其中,
3.根据权利要求1或2所述的树脂制容器的制造方法,其中,
4.根据权利要求1至3中任一项所述的树脂制容器的制造方法,其中,
5.一种树脂制容器的制造装置,其具备:
技术总结
树脂制容器的制造方法包括:注射成型工序,注射成型树脂制的预塑型坯;温度调整工序,进行通过注射成型工序制造的预塑型坯的温度调整;以及吹塑成型工序,对温度调整后的预塑型坯进行吹塑成型来制造树脂制容器。在注射成型工序中,在树脂材料的填充以及保压完成后将注射模具开模,在填充以及保压完成后将预塑型坯在注射模具内不冷却而搬出。另外,在温度调整工序中,向预塑型坯内导入制冷剂来冷却预塑型坯。
技术研发人员:荻原学
受保护的技术使用者:日精ASB机械株式会社
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!