钢丝帘布拼接料尖辅助输送机构的制作方法
1.本发明涉及钢丝帘布裁断拼接设备,具体为一种钢丝帘布拼接料尖辅助输送机构。
背景技术:
2.钢丝帘布为在钢丝帘线上覆盖有橡胶的轮胎部件。
3.钢丝帘布卷在钢丝帘布裁断拼接装置上开卷并裁断为具有一定角度和宽度的单张的钢丝帘布片(平行四边形状),各片钢丝帘布首、尾拼接后打卷供成型机使用。
4.钢丝帘布的拼接过程为:位于拼接输送带上的长钢丝帘布条处于等待状态,供料输送带把钢丝帘布片的三角形头部传送过来并对齐在长钢丝帘布条的三角形尾部,拼接轮把两段钢丝帘布首、尾边对齐并拼接在一起,拼接输送带将拼接好的长钢丝帘布条向前输送而将尾部停留在拼接位置,等待下一片钢丝帘布传送过来对齐再拼接。
5.所述钢丝帘布的拼接过程中,长钢丝帘布条停留在静止的拼接输送带上,单片钢丝帘布从供料输送带传送过来,钢丝帘布片的三角形头部依靠惯性冲入拼接输送带并刚好定位在长钢丝帘布条的尾部。
6.钢丝帘布是柔软的薄片并具有一定的粘性,特别是当单片钢丝帘布的三角形头部太宽、太长时,由于阻力的作用,钢丝帘布片的三角形头部会传送不到拼接位,拼接轮不能将钢丝帘布的首、尾两边挤压到一起,拼接有可能失败。
技术实现要素:
7.针对现有技术的不足,本发明所要解决的问题提出了一种在拼接时将单片钢丝帘布的三角形料尖头部传送到位的钢丝帘布拼接料尖辅助输送机构。
8.能够解决上述技术问题的钢丝帘布拼接料尖辅助输送机构,其技术方案包括包括并排设于拼接输送带外侧的料尖辅助输送带,所述料尖辅助输送带与拼接输送带的前端入口平齐且设于供料输送带的后端出口处,料尖辅助输送带的入口处设有作用在料尖辅助输送带上而为钢丝帘布片提供输送动力的压轮;在各自独立的伺服电机驱动下,料尖辅助输送带、拼接输送带、供料输送带可分别独自运行,或料尖辅助输送带可与供料输送带同步运行,或料尖辅助输送带、供料输送带、拼接输送带三者可同步运行。
9.为避免料尖辅助输送带运行时带走已拼接好的长钢丝帘布条,一种措施为在拼接线的后侧设置隔离长钢丝帘布条(已拼接)的外侧与料尖辅助输送带的隔板。
10.为避免料尖辅助输送带运行时带走已拼接好的长钢丝帘布条,另一种措施为于拼接线的后侧设置可将长钢丝帘布条(已拼接)的外侧吸离料尖辅助输送带的点磁吸板。
11.本发明的有益效果:
12.1、本发明钢丝帘布拼接料尖辅助输送机构适合带角度且宽的钢丝帘布片的拼接,可解决宽钢丝帘布片传送不到位的问题,提高了钢丝帘布接头的精度和效率。
13.2、本发明结构中,三条输送带采用相同的传动参数,易于实现各输送带采的同步
运行,便于控制。
14.3、本发明采用料尖辅助输送带辅助钢丝帘布片料尖的传送,当钢丝帘布片的料尖进入拼接输送带区域时,尽管拼接输送带不动,但料尖辅助输送带与供料输送带同步运行,使钢丝帘布片获得辅助输送动力而准确到达拼接位置,料尖辅助输送带无需后退动作,同步距离不受限制,同步精度高。
15.4、本发明采用料尖辅助输送带强制钢丝帘布片料尖的传送,料尖辅助输送带无需后退动作,无需增加钢丝帘布片的行程,不影响常规宽度钢丝帘布片的拼接效率。
附图说明
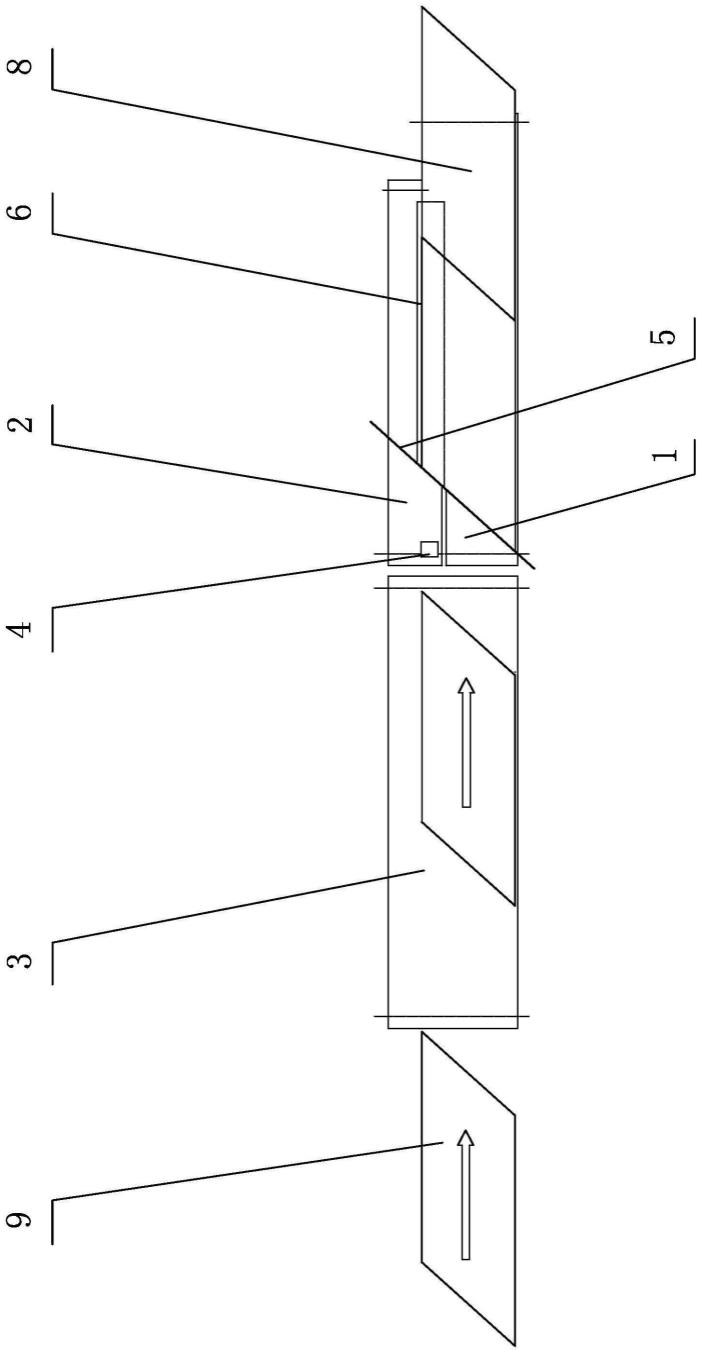
16.图1为本发明一种实施方式的结构示意图。
17.图2为本发明另一种实施方式的结构示意图
18.图号标识:1、拼接输送带;2、料尖辅助输送带;3、供料输送带;4、压轮;5、拼接线;6、隔板;7、电磁吸板;8、长钢丝帘布条;9、钢丝帘布片。
具体实施方式
19.下面结合附图所示实施方式对本发明的技术方案作进一步说明。
20.本发明钢丝帘布拼接料尖辅助输送机构,包括设于拼接输送带1外侧的料尖辅助输送带2,所述料尖辅助输送带2与拼接输送带1平行并排而置,所述拼接输送带1的前端入口与料尖辅助输送带2的前端入口平齐且共同设置在供料输送带3的后端出口处,拼接输送带1采用常规的输送带宽度,料尖辅助输送带2的宽度是拼接输送带1的宽度补充,料尖辅助输送带2与拼接输送带1之间的总宽度(包括两者之间的间隔距离)等于供料输送带3的宽度;所述料尖辅助输送带2与拼接输送带1的前部上方设有可调节角度的拼接机构,所述拼接机构的走向即拼接线5为向后外侧倾斜的斜向,该斜向角度对应于钢丝帘布片9的料尖三角区度数,如图1、图2所示。
21.所述料尖辅助输送带2、拼接输送带1、供料输送带3分别由各自独立的伺服电机驱动,根据生产工艺要求,料尖辅助输送带2、拼接输送带1、供料输送带3可分别独自运行,料尖辅助输送带2也可与供料输送带3同步运行,料尖辅助输送带2、拼接输送带1、供料输送带3三者还可以一起同步运行,如图1、图2所示。
22.所述料尖辅助输送带2的前端入口处设有压在料尖辅助输送带2上的压轮4(自带动力),所述压轮4的位置对应于钢丝帘布片9的三角形头部的前端料尖处,可根据不同料宽的钢丝帘布片9的料尖处位置而左、右调节压轮4,如图1、图2所示。
23.于拼接线5的后侧设置与料尖辅助输送带2位置对位的隔板6,所述隔板6隔离在长钢丝帘布条8(已拼接)的外侧与料尖辅助输送带2之间,如图1所示。
24.或于拼接线5的后侧设置与料尖辅助输送带2位置对位的电磁吸板7,所述电磁吸板7可将长钢丝帘布条8(已拼接)的外侧上吸而离开料尖辅助输送带2,如图2所示。
25.采用本发明拼接钢丝帘布的工艺步骤为:
26.1、被裁断的钢丝帘布片9于供料输送带3上向拼接输送带1和料尖辅助输送带2输送。
27.2、当钢丝帘布片9被输送至接近料尖辅助输送带2时,伺服电机启动而带动料尖辅
助输送带2与供料输送带3同步运行,当钢丝帘布片9三角形头部的料尖进入料尖辅助输送带2时,在压轮4压住料尖的强制送料作用下,料尖辅助输送带2与供料输送带3共同将钢丝帘布片9的三角形头部输送至拼接线。
28.已拼接好的长钢丝帘布条8的外侧由于有隔板6隔离或被电磁吸板7向上吸附,因而在料尖辅助输送带2与供料输送带3同步运行时,长钢丝帘布条8不被传动而停留在拼接位置。
29.3、拼接完成后,供料输送带3、拼接输送带1和料尖辅助输送带2三者一起同步运行而将拼接在长钢丝帘布条8上的钢丝帘布片9的三角形尾端传送至拼接线5。
30.供料输送带3、拼接输送带1和料尖辅助输送带2三者同步运行时,电磁吸板7失电而将长钢丝帘布条8的外侧放置于尖辅助输送带2上。
技术特征:
1.钢丝帘布拼接料尖辅助输送机构,其特征在于:包括并排设于拼接输送带(1)外侧的料尖辅助输送带(2),所述料尖辅助输送带(2)与拼接输送带(1)的前端入口平齐且设于供料输送带(3)的后端出口处,料尖辅助输送带(2)的入口处设有作用在料尖辅助输送带(2)上而为钢丝帘布片(9)提供输送动力的压轮(4);在各自独立的伺服电机驱动下,料尖辅助输送带(2)、拼接输送带(1)、供料输送带(3)可分别独自运行,或料尖辅助输送带(2)可与供料输送带(3)同步运行,或料尖辅助输送带(2)、供料输送带(3)、拼接输送带(1)三者可同步运行。2.根据权利要求1所述的钢丝帘布拼接料尖辅助输送机构,其特征在于:于拼接线(5)的后侧设置隔离长钢丝帘布条(8)的外侧与料尖辅助输送带(2)的隔板(6)。3.根据权利要求1所述的钢丝帘布拼接料尖辅助输送机构,其特征在于:于拼接线(5)的后侧设置可将长钢丝帘布条(8)的外侧吸离料尖辅助输送带(2)的电磁吸板(7)。
技术总结
本发明公开了一种钢丝帘布拼接料尖辅助输送机构,包括并排设于拼接输送带外侧的料尖辅助输送带,所述料尖辅助输送带与拼接输送带的前端入口平齐且设于供料输送带的后端出口处,料尖辅助输送带的入口处设有作用在料尖辅助输送带上而为钢丝帘布片提供输送动力的压轮,在各自独立的伺服电机驱动下,各输送带可独自运行,或料尖辅助输送带与供料输送带同步运行,或料尖辅助输送带、供料输送带、拼接输送带三者同步运行;于拼接线的后侧设置隔离长钢丝帘布条的外侧与料尖辅助输送带的隔板或设置可将长钢丝帘布条的外侧吸离料尖辅助输送带的电磁吸板。本发明可使得钢丝帘布片的料尖获得动力而精确到达拼接线,从而获得良好的拼接效果。接效果。接效果。
技术研发人员:吴晓军 李德昌 韦才竞 欧哲学
受保护的技术使用者:桂林中昊力创机电设备有限公司
技术研发日:2022.07.13
技术公布日:2022/10/18
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1