精密注射系统的制作方法
本发明涉及胶料加工设备,特别涉及一种精密注射系统。
背景技术:
1、传统电力液体硅橡胶成型原理:通常采用硅胶注射机将a、b胶储胶筒中的胶分别注入静态混合器,a、b两组胶经过混合均匀后再流向成型模具中,再人工关闭模具入料阀。注射机通过检测储胶筒中的胶位判断注射量是否达到设定值。由于胶料传输过程中要经过静态混合器,形成静态混合器与储胶筒这段管路中的胶料在传输时处于高压状态,静态混合器与模具这段管路中的胶料在传输时处于低压状态,导致检测储胶筒胶位的胶量与实际注入模具内的胶量差异较大,造成胶料从模具溢出,浪费原材料。
技术实现思路
1、本发明的主要目的是提供一种精密注射系统,旨在解决目前混合器前后两段物料传输管中压力不同导致检测量与实际注入模具内胶量误差较大的技术问题。
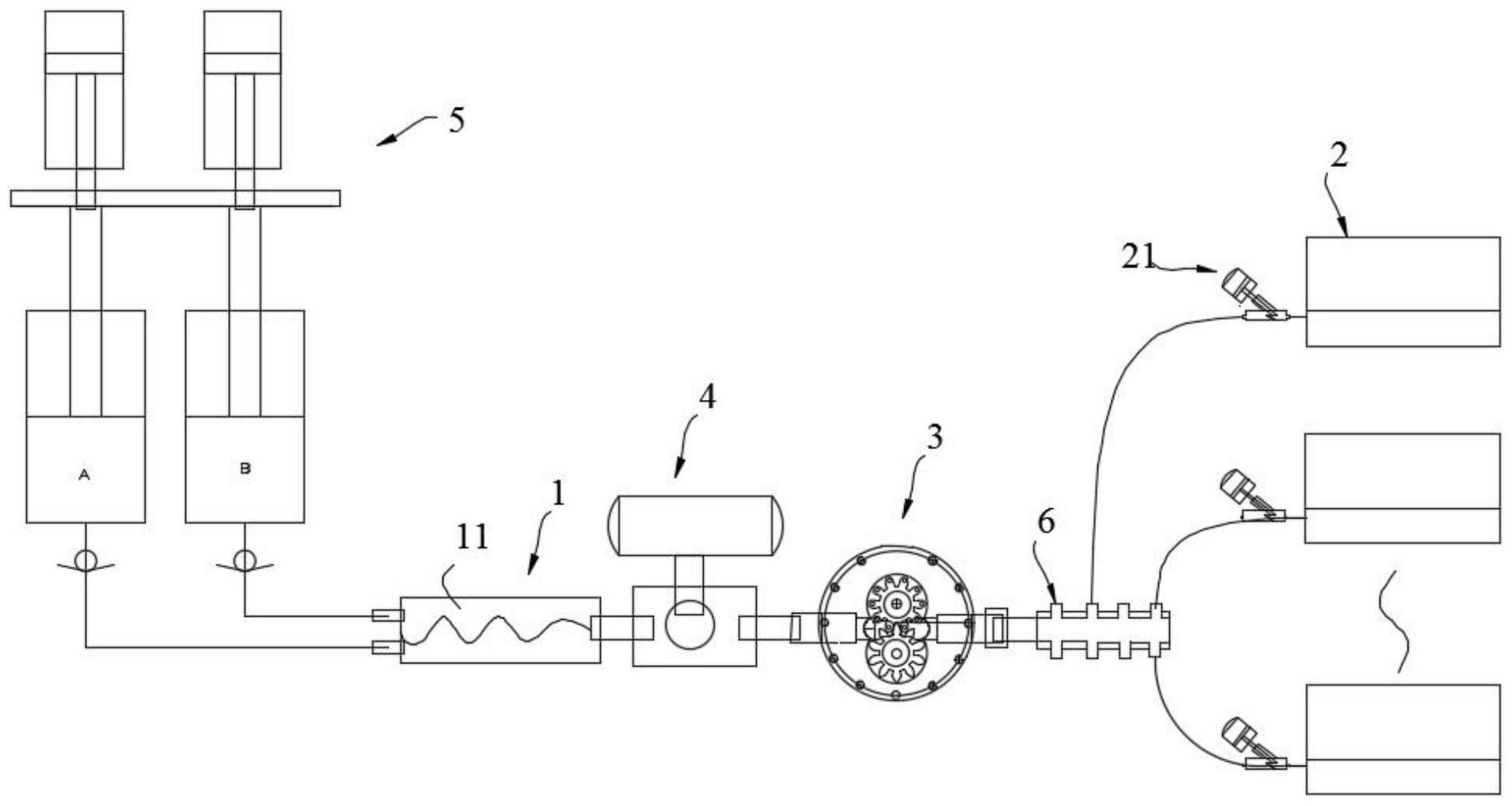
2、为实现上述目的,本发明提出的一种精密注射系统,用于一种或多种液体物料的注塑成型,所述精密注射系统包括:
3、混合器,设有容纳所述液体物料的容腔,并使所述液体物料在所述容腔内混合;
4、模具,至少设有一个,用于接收混合后的所述液体物料,并使其注塑成型;
5、检测器,设于所述混合器与所述模具之间,设有容纳所述液体物料的定量空间,并检测流经所述定量空间的液体物料的流量;
6、控制器,与所述检测器通信连接,接收所述检测器的信号并根据所述信号控制所述液体物料的流通。
7、可选地,所述混合器与所述检测器之间还设有气动阀,所述气动阀与所述控制器通信连接;和/或,
8、所述混合器还连通有注射机,所述注射机用于提供所述液体物料流动的动力,所述注射机与所述控制器通信连接。
9、可选地,所述检测器内设有输送腔,所述输送腔内设有两个相互啮合的齿轮,所述齿轮的两个轮齿之间的间隙形成所述定量空间。
10、可选地,所述检测器还设有磁力传感器,一个所述齿轮的每个轮齿上均设有磁铁,所述磁铁与所述磁力传感器感应连接,所述齿轮每转动一个齿位,所述磁力传感器产生一次信号,所述磁力传感器与所述控制器通信连接。
11、可选地,所述检测器包括密封连接的底座与上盖,所述齿轮可转动地连接在所述底座上,所述输送腔开设于上盖与所述底座相对的一面,所述底座上还开设有与所述输送腔连通的进料口和出料口,所述磁力传感器设于所述上盖。
12、可选地,所述进料口与所述输送腔之间连通有进料通道,所述出料口与所述输送腔之间连通有出料通道;所述进料通道与出料通道均包括相互连通的横向通道与竖向通道,竖向通道靠近所述输送腔并与输送腔连通;所述进料通道与出料通道的竖向通道分别位于两个齿轮轴心连线的两侧。
13、可选地,两个所述齿轮的轴线平行设置,和/或,所述磁铁与所述齿轮轴线延伸方向一致。
14、可选地,所述齿轮的轮齿边缘以及所述齿轮的两端面均与所述输送腔的内壁接触。
15、可选地,所述检测器与所述模具之间还设有分配器,所述分配器至少设有一根输送管,每一所述输送管连接对应的所述模具。
16、可选地,所述模具连接有进料枪,所述进料枪连接有气动关枪阀,所述气动关枪阀与所述控制器通信连接。
17、本发明技术方案通过采用设置混合器进行液体物料的充分混合,利于模具内液体物料成型。将检测器设于混合器与模具之间,使检测器与模具同处一个压力传输管路,避免因为检测器与模具存在压力差导致实际注入量与检测量存在差别,导致液体物料溢出模具。具体的,检测器具有容纳并输送液体物料的定量空间,定量向模具输送液体物料,由此检测进入模具中用于成型的液体物料量。控制器与检测器通信连接,及时接收检测器的信号,控制液体物料的流通。
技术特征:
1.一种精密注射系统,用于一种或多种液体物料的注塑成型,其特征在于,所述精密注射系统包括:
2.如权利要求1所述的精密注射系统,其特征在于,所述混合器与所述检测器之间还设有气动阀,所述气动阀与所述控制器通信连接;和/或,
3.如权利要求1所述的精密注射系统,其特征在于,所述检测器内设有输送腔,所述输送腔内设有两个相互啮合的齿轮,所述齿轮的两个轮齿之间的间隙形成所述定量空间。
4.如权利要求3所述的精密注射系统,其特征在于,所述检测器还设有磁力传感器,一个所述齿轮的每个轮齿上均设有磁铁,所述磁铁与所述磁力传感器感应连接,所述齿轮每转动一个齿位,所述磁力传感器产生一次信号,所述磁力传感器与所述控制器通信连接。
5.如权利要求4所述的精密注射系统,其特征在于,所述检测器包括密封连接的底座与上盖,所述齿轮可转动地连接在所述底座上,所述输送腔开设于上盖与所述底座相对的一面,所述底座上还开设有与所述输送腔连通的进料口和出料口,所述磁力传感器设于所述上盖。
6.如权利要求5所述的精密注射系统,其特征在于,所述进料口与所述输送腔之间连通有进料通道,所述出料口与所述输送腔之间连通有出料通道;所述进料通道与出料通道均包括相互连通的横向通道与竖向通道,竖向通道靠近所述输送腔并与输送腔连通;所述进料通道与出料通道的竖向通道分别位于两个齿轮轴心连线的两侧。
7.如权利要求4所述的精密注射系统,其特征在于,两个所述齿轮的轴线平行设置,和/或,所述磁铁与所述齿轮轴线延伸方向一致。
8.如权利要求3所述的精密注射系统,其特征在于,所述齿轮的轮齿边缘以及所述齿轮的两端面均与所述输送腔的内壁接触。
9.如权利要求1所述的精密注射系统,其特征在于,所述检测器与所述模具之间还设有分配器,所述分配器至少设有一根输送管,每一所述输送管连接对应的所述模具。
10.如权利要求1所述的精密注射系统,其特征在于,所述模具连接有进料枪,所述进料枪连接有气动关枪阀,所述气动关枪阀与所述控制器通信连接。
技术总结
本发明公开一种精密注射系统,用于一种或多种液体物料的注塑成型,所述精密注射系统包括:混合器,设有容纳所述液体物料的容腔,并使所述液体物料在所述容腔内混合;模具,至少设有一个,用于接收混合后的所述液体物料,并使其注塑成型;检测器,设于所述混合器与所述模具之间,设有容纳所述液体物料的定量空间,并检测流经所述定量空间的液体物料的流量;控制器,与所述检测器通信连接,接收所述检测器的信号并根据所述信号控制所述液体物料的流通。本发明技术方案提供的精密注射系统,可解决由于检测误差大,导致物料溢出模具造成浪费的技术问题。
技术研发人员:彭会兵
受保护的技术使用者:深圳市沃尔电力技术有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!