一种用于产品浮雕图案的工艺的制作方法
本申请涉及浮雕图案工艺,具体涉及一种用于产品浮雕图案的工艺。
背景技术:
1、浮雕是雕塑与绘画相结合的产物,由于其压缩特性,占用空间小,因此适合在各种环境中进行装饰。近年来,它在城市美化中发挥了越来越重要的作用。浮雕在内容、形式和材料上都和圆形雕塑一样丰富多彩。
2、随着科技的进步,浮雕工艺逐渐布满生活中的各个角落,比如人们出门所带的箱包、墙上的装饰品、水杯等等。
3、传统的带有图案的产品采用模具成型,因此,对于不同的产品需要不同的模具,造成模具品种数量非常多,使得成本高,此外,由于一种模具只能成型一种产品,造成产品的图案较单一,不能进行私人订制。
4、因此,我们需要一种能够减少模具数量、降低生产成本,且能够生产的图案种类多的生产工艺。
技术实现思路
1、有鉴于此,本申请提供一种用于产品浮雕图案的工艺,以解决上述技术问题。
2、为实现上述目的,本发明提供如下技术方案:
3、一种用于产品浮雕图案的工艺,包括以下步骤:
4、步骤s01,加工活动件:将活动件加工成型;
5、步骤s02,活动件装配:将活动件采用机械性/化学性方式装配在加工有适配凹槽的模具上,得到活动件成品;
6、步骤s03,吸塑成型:将所述活动件成品装配到真空成型设备上,再将板材固定在所述真空成型设备上,开启所述真空成型设备,进行吸塑成型,得到成型产品;
7、步骤s04,装配表面图案:将表面图案装配在所述成型产品上,得到具有三维立体效果的最终产品;
8、具体地,所述活动件包括立体凸起活动件和立体凹陷活动件,所述立体凸起活动件和所述立体凹陷活动件均采用机械性/化学性方式装配在所述模具上。
9、进一步地,在步骤s04中,装配表面图案的方法为打印/贴纸/镶嵌。
10、更进一步地,所述打印和贴纸均可得到平面图案。
11、更进一步地,将平面图案打印的设备包括uv喷墨。
12、更进一步地,镶嵌的类型可以是数字、字母、标志。
13、进一步地,在步骤s01中,所述活动件的加工设备为激光/cnc/镭射/pp板印制。
14、进一步地,所述立体凸起活动件包括活动件一和活动件三。
15、更进一步地,所述活动件一为单层凸起图案,所述活动件三为多层凸起图案。
16、进一步地,在步骤s02中,装配所述立体凹陷活动件时,先在所述模具上开设凹槽,再将所述立体凹陷活动件装配在所述凹槽内。
17、更进一步地,所述立体凹陷活动件包括活动件二。
18、进一步地,在步骤s03中,该真空成型设备包括温度控制装置、自动报警装置,所述温度控制装置包括plc控制器、温度测量输入模块、温度控制输出模块和操作面板,所述温度测量输入模块、所述温度控制输出模块和所述操作面板均与所述plc控制器电连接;所述自动报警装置包括报警开关和报警指示灯,所述自动报警装置与所述plc控制器电连接,所述报警开关控制与所述plc控制器电连接。
19、进一步地,在步骤s03中,吸塑成型时,真空度为0.07~0.09mpa,保持时间为15s~20s。
20、进一步地,在步骤s03中,吸塑成型时,将板材加热至170℃~180℃放入吸塑模具内。
21、更进一步地,在步骤s03中,片材预热时间为40s~45s。
22、进一步地,吸塑成型后,取出所述成型产品,并对所述成型产品去除料边,并做去毛刺处理,得到最终产品。
23、从上述的技术方案可以看出,本发明的优点是:
24、1.本发明通过采用模具加活动件吸塑成型的方式来加工产品,不仅能够增加不同的颜色、样式,且减少了产品的模具数量,使得图案更加多样化,此外,还能实现私人订制,以满足客户不同的需求,成本更具优势。
技术特征:
1.一种用于产品浮雕图案的工艺,其特征在于,包括以下步骤:
2.根据权利要求1所述的用于产品浮雕图案的工艺,其特征在于,在步骤s04中,装配表面图案的方法为打印/贴纸/镶嵌。
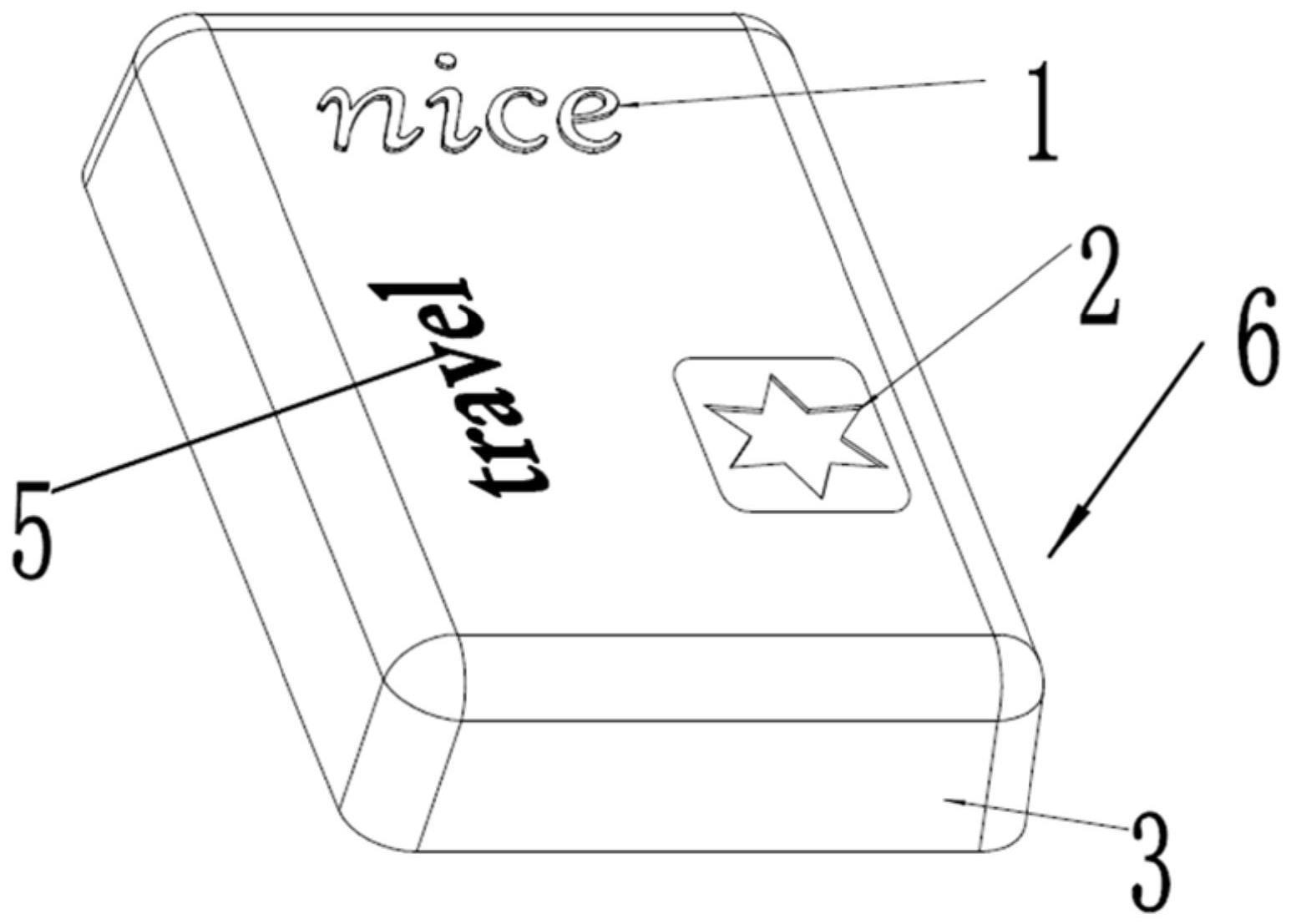
3.根据权利要求2所述的用于产品浮雕图案的工艺,其特征在于,所述打印和贴纸均可得到平面图案(5)。
4.根据权利要求2所述的用于产品浮雕图案的工艺,其特征在于,将平面图案(5)打印的设备包括uv喷墨。
5.根据权利要求2所述的用于产品浮雕图案的工艺,其特征在于,镶嵌的类型可以是数字、字母、标志。
6.根据权利要求1所述的用于产品浮雕图案的工艺,其特征在于,在步骤s01中,所述活动件的加工设备为激光/cnc/镭射/pp板印制。
7.根据权利要求1所述的用于产品浮雕图案的工艺,其特征在于,所述立体凸起活动件包括活动件一(1)和活动件三(7);所述活动件一(1)为单层凸起图案,所述活动件三(7)为多层凸起图案。
8.根据权利要求1所述的用于产品浮雕图案的工艺,其特征在于,在步骤s02中,装配所述立体凹陷活动件时,先在所述模具(3)上开设凹槽,再将所述立体凹陷活动件装配在所述凹槽内;所述立体凹陷活动件包括活动件二(2)。
9.根据权利要求1所述的用于产品浮雕图案的工艺,其特征在于,在步骤s03中,该真空成型设备包括温度控制装置、自动报警装置,所述温度控制装置包括plc控制器、温度测量输入模块、温度控制输出模块和操作面板,所述温度测量输入模块、所述温度控制输出模块和所述操作面板均与所述plc控制器电连接;所述自动报警装置包括报警开关和报警指示灯,所述自动报警装置与所述plc控制器电连接,所述报警开关控制与所述plc控制器电连接。
10.根据权利要求1所述的用于产品浮雕图案的工艺,其特征在于,在步骤s03中,吸塑成型时,真空度为0.07~0.09mpa,保持时间为15s~20s;在步骤s03中,吸塑成型时,将板材加热至170℃~180℃放入吸塑模具内;在步骤s03中,片材预热时间为40s~45s。
技术总结
本申请公开了一种用于产品浮雕图案的工艺,涉及浮雕图案工艺技术领域,包括以下步骤:将活动件加工成型;将活动件采用机械性/化学性方式装配在加工有适配凹槽的模具上,得到活动件成品;将所述活动件成品装配到真空成型设备上,再将板材固定在所述真空成型设备上,开启所述真空成型设备,进行吸塑成型,得到成型产品;将表面图案装配在所述成型产品上,得到具有三维立体效果的最终产品,本申请不仅加工方便,且图案样式能够根据实际情况进行选择,从而更加可靠。
技术研发人员:侯议顺
受保护的技术使用者:美律科技(福建)有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!