一种自动烘料量调节装置的制作方法
【】本发明涉及自动化,尤其是一种自动烘料量调节装置。
背景技术
0、
背景技术:
1、成型机烘料桶只能一次加满才能使用自动吸料装置自动加料,但有些塑件成型使用塑胶原料较少,一桶料使用完的时间较长,这样就容易导致桶内塑胶原料烘烤时间过长发生分解,成型后产品强度降低。针对塑件成型使用塑胶原料少的情况,为了避免桶内料使用时间过长导致塑胶原料烘烤时间久发生分解,只能采用人工加料,但是这样便不能实现自动化并且人工加料不能很好的保证料的烘烤时长。
2、有鉴于此,实有必要提供一种自动烘料量调节装置以解决上述问题。
技术实现思路
0、
技术实现要素:
1、本发明要解决的技术问题是:成型机烘料桶在塑件成型使用塑胶原料较少的情况下,桶内料使用完的时间较长,导致桶内料烘烤时间久而发生分解,为了避免这种情况只能采用人工加料,但是人工加料不能实现自动化并且人工加料不能很好的保证料的烘烤时长。因此本发明提供了一种自动烘料量调节装置来解决上述问题。
2、本发明解决其技术问题的方案是:一种自动烘料量调节装置,包括:
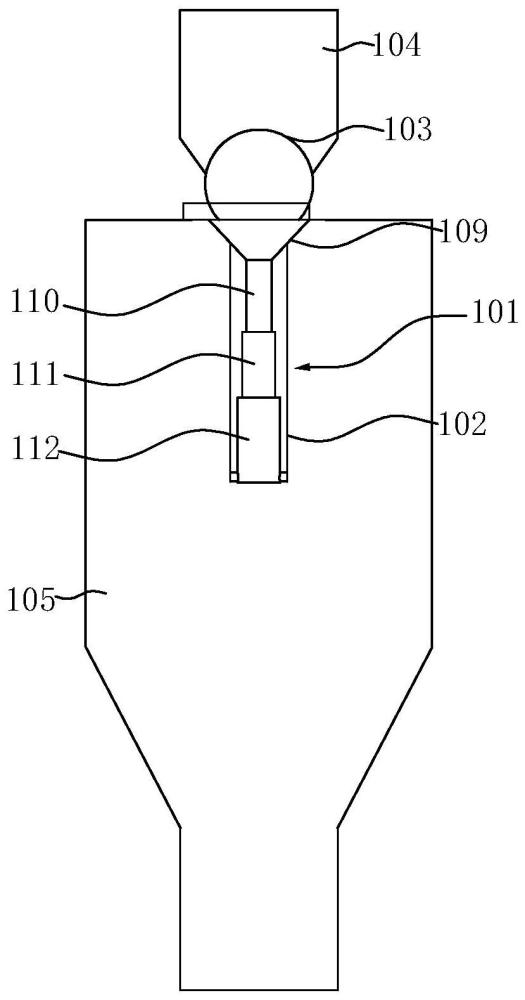
3、调节装置,所述调节装置一端设有漏斗,所述漏斗固定在烘料桶内部一侧,与触发弹片处于同一垂直面,所述调节装置一端固定在漏斗一侧,另一端悬浮在烘料桶内,所述调节装置为套筒式,通过收放拉线使调节装置伸缩后将拉线固定进而固定调节装置;
4、拉线,所述拉线活动设在调节装置上,加料前通过收放拉线调整调节装置到指定位置后固定拉线;
5、触发弹片,所述触发弹片设在烘料桶的一侧,加料时,塑胶粒从烘料桶底部逐步填满调节装置中间通道,卡到触发弹片,触发弹片无法上翻,当生产机台生产用料时,烘料桶内塑胶粒逐步减少,触发弹片处塑胶粒下降,触发弹片上翻;
6、自动吸料装置,所述自动吸料装置一端与烘料桶连接,另一端通过吸管连接料桶,触发弹片控制所述自动吸料装置的电源,触发弹片上翻时自动吸料装置接通电源加料,满触发弹片无法上翻时自动吸料装置断电停止加料;
7、烘料桶,所述烘料桶通过自动吸料装置加入需要烘烤的塑胶原料,所述烘料桶一端与自动吸料装置连接,另一端与生产机台连接,所述烘料桶将自动吸料装置添加进的料烘烤后送进生产机台中。
8、优选地,所述调节装置一端设有一对凸孔,使所述拉线可穿过所述凸孔后穿过所述调节装置的直径。
9、优选地,所述调节装置可分为三段,分别为第一套筒、第二套筒、第三套筒,所述第一套筒、第二套筒、第三套筒可根据生产中烘料桶所需的烘料量通过收放拉线使调节装置伸缩到所需位置并固定。
10、优选地,可根据所述烘料桶的大小做成相应大小的调节装置。
11、优选地,所述拉线的材质为软钢。
12、优选地,所述拉线调整调节装置到指定位置后通过缠绕在螺钉上固定。
13、优选地,所述螺钉固定在烘料桶桶盖上。
14、优选地,所述与触发弹片配合的还有杠杆和微动开关,所述杠杆与触发弹片一体,所述微动开关控制自动吸料装置工作。
15、优选地,所述烘料桶桶盖可打开,用于换料前清理料桶,避免不同颜色原料串色。
16、本发明的有益效果是,成型机烘料桶在塑件成型使用塑胶原料较少的情况下,只能采用人工加料,但是人工加料不能实现自动化并且人工加料不能很好的保证料的烘烤时长,本发明在烘料桶内增加调节装置,通过收放拉线收缩调节装置到所需位置并使之固定,以此来调节烘料桶中的烘料量,避免塑件成型使用塑胶原料较少的情况下,烘料桶内塑胶原料使用时间过长导致塑胶原料烘烤时间久发生分解,使生产中可以实现自动加料烘烤,并且设定好后可确保烘料时长。
技术特征:
1.一种自动烘料量调节装置,其特征在于,包括:
2.如权利要求1所述的一种自动烘料量调节装置,其特征在于:所述调节装置一端设有漏斗,所述漏斗固定在烘料桶内部一侧,与触发弹片处于同一垂直面。
3.如权利要求1所述的一种自动烘料量调节装置,其特征在于:所述调节装置一端设有一对凸孔,使所述拉线可穿过所述凸孔后穿过所述调节装置的直径。
4.如权利要求1所述的一种自动烘料量调节装置,其特征在于:所述调节装置可分为三段,分别为第一套筒、第二套筒、第三套筒,所述第一套筒、第二套筒、第三套筒可根据生产中烘料桶所需的烘料量通过收放拉线使调节装置伸缩到所需位置并固定。
5.如权利要求1所述的一种自动烘料量调节装置,其特征在于:可根据所述烘料桶的大小做成相应大小的调节装置。
6.如权利要求1所述的一种自动烘料量调节装置,其特征在于:所述拉线的材质为软钢。
7.如权利要求1所述的一种自动烘料量调节装置,其特征在于:所述拉线调整调节装置到指定位置后通过缠绕在螺钉上固定。
8.如权利要求7所述的一种自动烘料量调节装置,其特征在于:所述螺钉固定在烘料桶桶盖上。
9.如权利要求1所述的一种自动烘料量调节装置,其特征在于:所述与触发弹片配合的还有杠杆和微动开关,所述杠杆与触发弹片一体,所述微动开关控制自动吸料装置工作。
技术总结
本发明是一种自动烘料量调节装置,包括:调节装置,一端设有漏斗,漏斗固定在烘料桶内部一侧,与触发弹片处于同一垂直面,调节装置一端固定在漏斗一侧,另一端悬浮在烘料桶内,调节装置为套筒式,通过收放拉线使调节装置伸缩后将拉线固定进而固定调节装置;拉线,活动设在调节装置上,加料前通过收放拉线调整调节装置到指定位置后固定拉线;触发弹片,设在烘料桶的一侧,与杠杆和微动开关控制自动吸料装置工作,本发明的有益效果是,此发明在烘料桶内增加调节装置,通过收放拉线进而收缩调节装置到所需位置并使之固定,以此来控制烘料桶中的烘料量,使生产中可以实现自动加料烘烤,并且设定好后可确保烘料时长。
技术研发人员:闫然志,钟灵,周修锋
受保护的技术使用者:汉达精密电子(昆山)有限公司
技术研发日:
技术公布日:2024/6/18
- 还没有人留言评论。精彩留言会获得点赞!