一种复合材料双袋成型设备及成型方法与流程
本发明涉及一种复合材料成型设备及成型方法,特别是涉及一种复合材料双袋成型设备及成型方法,属于复合材料成型。
背景技术:
1、复合材料是一种混合物。在很多领域都发挥了很大的作用,代替了很多传统的材料;复合材料成型时,通过真空袋抽真空,在成型时,r角容易出现分层等质量问题。
技术实现思路
1、本发明的主要目的是为了解决模具更换不便且r角易出现问题的问题,而提供一种复合材料双袋成型设备及成型方法。
2、本发明的目的可以通过采用如下技术方案达到:
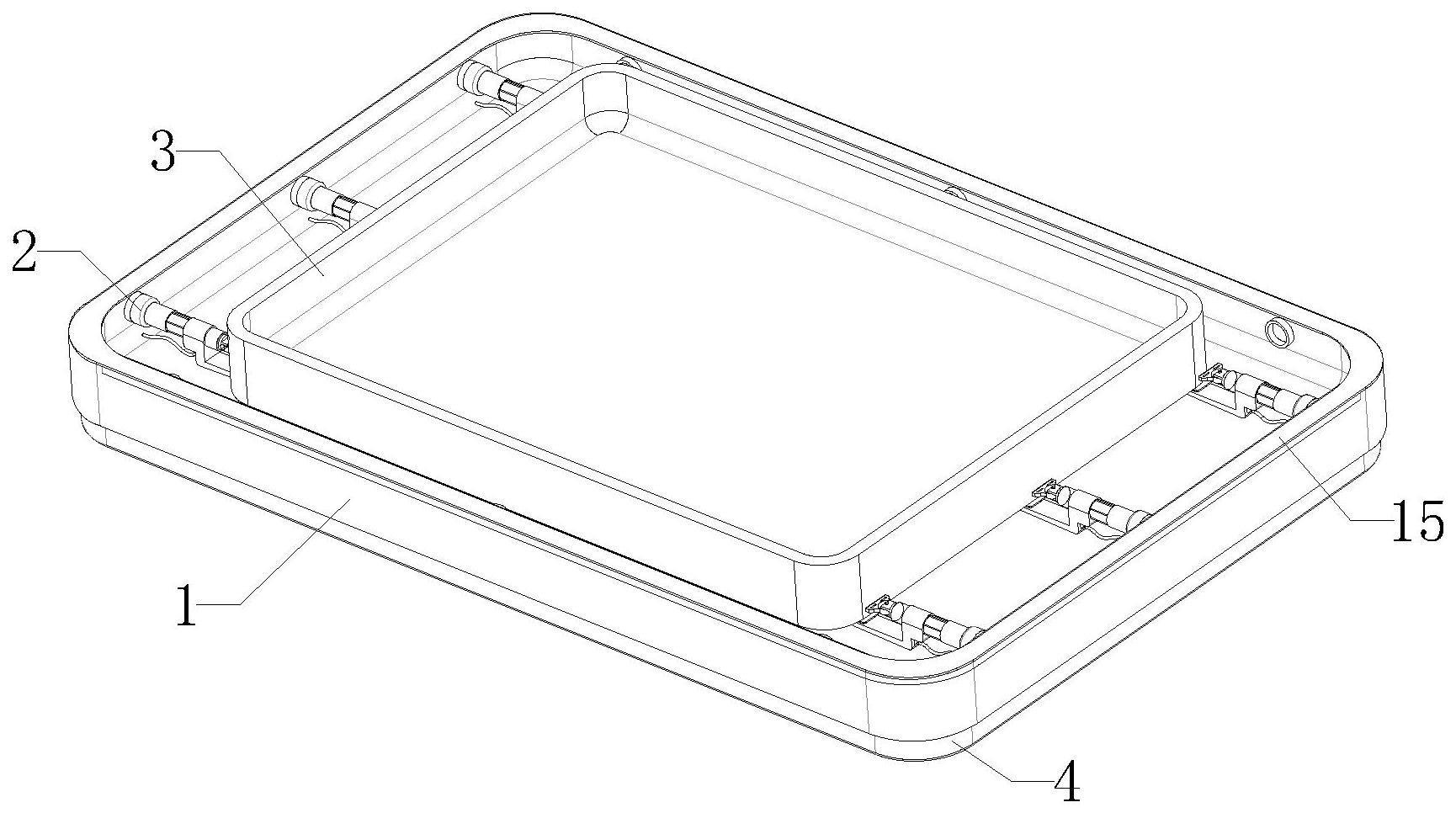
3、一种复合材料双袋成型设备,包括通用模具,还包括外夹壳以及设在所述外夹壳内部的多个定位底座,所述外夹壳的内部安装有限位器,所述限位器包括第一套管和第二套管,所述第一套管的一端与定位底座螺纹连接。
4、更进一步的,所述第一套管和第二套管是通过连杆连接的空心圆筒,所述第一套管和第二套管的内部螺纹连接有内管。
5、更进一步的,所述内管的一端转动安装有第一转头,所述第一转头的一端转动安装有第二转头,所述第二转头上安装有限位板。
6、更进一步的,所述外夹壳的底部安装有支座。
7、更进一步的,所述第二套管的底部安装有支撑板。
8、更进一步的,所述支撑板的顶部安装有定位板。
9、更进一步的,所述定位板和所述支撑板之间设有气囊垫,所述气囊垫的一端安装有贯穿支撑板的导气管。
10、更进一步的,所述导气管的一端安装有气阀。
11、更进一步的,所述外夹壳的壁内开设有上方开口的夹槽,所述夹槽上方插有封边条。
12、一种复合材料双袋成型方法,包括如下步骤:
13、步骤1:通过真空袋包裹坯料,并通过胶带将真空袋粘接在通用模具3上,并确认密封后,对真空袋进行抽真空,使真空袋紧贴坯料;
14、步骤2:再在包裹真空袋的外面放置真空袋,并将外侧的真空袋贴在模具上,确认密封后抽真空,使真空袋包裹的坯料与模具贴合;
15、步骤3:通过将步骤1和步骤2的通用模具放置到外夹壳中夹紧固定,也可预先进行放置,提高装载效率,陆续进行热压罐中进行热压,提高效率;
16、步骤4:将步骤1和步骤2中的集合体放置到热压罐中进行热压,在热压罐给到压力后,步骤2的抽真空停止,此时坯料与模具的r角处依然存在有压力。
17、本发明的有益技术效果:按照本发明的复合材料双袋成型设备及成型方法,方便更换不同的模具,同时通过双袋对复合材料的坯料进行成型挤压,有效地减少成型时r角的质量问题,提高复合材料成型质量,减少浪费。
技术特征:
1.一种复合材料双袋成型设备,包括通用模具(3),其特征在于,还包括外夹壳(1)以及设在所述外夹壳(1)内部的多个定位底座(14),所述外夹壳(1)的内部安装有限位器(2),所述限位器(2)包括第一套管(5)和第二套管(17),所述第一套管(5)的一端与定位底座(14)螺纹连接。
2.根据权利要求1所述的一种复合材料双袋成型设备,其特征在于,所述第一套管(5)和第二套管(17)是通过连杆(18)连接的空心圆筒,所述第一套管(5)和第二套管(17)的内部螺纹连接有内管(6)。
3.根据权利要求2所述的一种复合材料双袋成型设备,其特征在于,所述内管(6)的一端转动安装有第一转头(7),所述第一转头(7)的一端转动安装有第二转头(8),所述第二转头(8)上安装有限位板(9)。
4.根据权利要求1所述的一种复合材料双袋成型设备,其特征在于,所述外夹壳(1)的底部安装有支座(4)。
5.根据权利要求1所述的一种复合材料双袋成型设备,其特征在于,所述第二套管(17)的底部安装有支撑板(12)。
6.根据权利要求5所述的一种复合材料双袋成型设备,其特征在于,所述支撑板(12)的顶部安装有定位板(10)。
7.根据权利要求6所述的一种复合材料双袋成型设备,其特征在于,所述定位板(10)和所述支撑板(12)之间设有气囊垫(11),所述气囊垫(11)的一端安装有贯穿支撑板(12)的导气管(13)。
8.根据权利要求7所述的一种复合材料双袋成型设备,其特征在于,所述导气管(13)的一端安装有气阀。
9.根据权利要求1所述的一种复合材料双袋成型设备,其特征在于,所述外夹壳(1)的壁内开设有上方开口的夹槽(16),所述夹槽(16)上方插有封边条(15)。
10.一种复合材料双袋成型方法,其特征在于,包括如下步骤:
技术总结
本发明公开了一种复合材料双袋成型设备及成型方法,属于复合材料成型技术领域,包括通用模具,还包括外夹壳以及设在所述外夹壳内部的多个定位底座,所述外夹壳的内部安装有限位器,所述限位器包括第一套管和第二套管,所述第一套管的一端与定位底座螺纹连接。本发明方便更换不同的模具,同时通过双袋对复合材料的坯料进行成型挤压,有效地减少成型时R角的质量问题,提高复合材料成型质量,减少浪费。
技术研发人员:王婧,康彦龙,郝朝帅,龙国荣,谷南南,姬文彪,陈浩,潘巍巍,路强
受保护的技术使用者:安徽佳力奇先进复合材料科技股份公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!