一种注塑设备及发动机曲轴位置传感器的制作方法
1.本实用新型涉及发动机曲轴位置传感器设备领域,尤其涉及一种注塑设备及发动机曲轴位置传感器。
背景技术:
2.发动机曲轴位置传感器在生产时需要进行两次注塑,第一次注塑形成传感器本体,第二次注塑则是在传感器本体外包裹一层密封层用来保护传感器本体上的元器件。如图1所示,传统的发动机曲轴位置传感器在进行二次注塑时,需要在传感器本体上设置定位柱1,以便注塑模具夹持并进行注塑,在注塑完成后,定位柱并不会被注塑层2覆盖,在定位柱侧面与密封层之间会存有一定的缝隙,随着时间的推移,缝隙会越来越大,会出现水汽渗漏进密封层而影响内部电路的绝缘性。
技术实现要素:
3.本实用新型主要解决了传统发动机曲轴位置传感器在生产时留有定位柱,导致发动机曲轴位置传感器密封性差的问题,提供了一种无需在传感器本体上设置定位柱,使得密封层能够完全包裹传感器本体侧面的注塑设备及发动机曲轴位置传感器。
4.本实用新型解决其技术问题所采用的技术方案是,一种注塑设备,包括铲机、方向转换器、注塑模具、定位针、导向座和导向套筒,所述铲机第一端与油缸相连,铲机第二端滑动设置在方向转换器中,所述定位针固定设置在方向转换器上,所述定位针上套设有导向座和导向套筒,所述导向座固定在注塑模具上,所述导向套筒设于注塑模具中且与导向座相固定。
5.在注塑时利用定位针夹持传感器本体,在注塑过程中利用铲机带动方向转换器上移,进而令定位针收缩,利用塑料凝固前的流动性填补定位针收缩后留下的空缺,令塑料能够完全包裹中传感器侧面,使得发动机曲轴位置传感器具备良好的密封性。
6.作为上述方案的一种优选方案,所述铲机第一端设有纵向t型槽,所述油缸活塞杆远离油缸端设有t型连接部,所述t型连接部嵌入在纵向t型槽中。通过油缸活塞杆是伸缩带动铲机的伸缩。
7.作为上述方案的一种优选方案,所述铲机第二端设有t型滑动部,所述方向转换器上设有横向t型槽,所述t型滑动部滑动设置在横向t型槽中。
8.作为上述方案的一种优选方案,所述t型滑动部包括竖直滑动部和横向倾斜滑动部,所述横向倾斜滑动部的起始端低于末端设置。使得方向转换器在铲机伸长时下移,在铲机收缩时上移。
9.作为上述方案的一种优选方案,所述横向倾斜滑动部朝向竖直滑动部的端面包括水平面和倾斜面,所述水平面位于横向倾斜滑动部末端。
10.作为上述方案的一种优选方案,所述横向t型槽包括竖直槽和水平槽,所述水平槽的深度大于横向倾斜滑动部的厚度。便于铲机在方向转换器中滑动。
11.作为上述方案的一种优选方案,所述竖直槽的深度大于竖直滑动部的厚度。
12.对应的,本实用新型还提供一种发动机曲轴位置传感器,包括传感器本体和注塑层,所述注塑层包裹整个传感器本体侧面。注塑层包裹整个传感器本体侧面,相比于传统的设有裸露的定位柱的发动机曲轴位置传感器具备更好的密封性。
13.本实用新型的优点是:在注塑时利用定位针夹持传感器本体,在注塑过程中利用铲机带动方向转换器上移,进而令定位针收缩,利用塑料凝固前的流动性填补定位针收缩后留下的空缺,令塑料能够完全包裹中传感器侧面,使得发动机曲轴位置传感器具备良好的密封性;注塑层包裹整个传感器本体侧面,具备良好的密封性。
附图说明
14.图1为传统的发动机曲轴位置传感器的立体结构示意图。
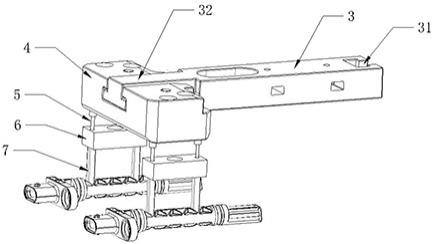
15.图2为实施例中上注塑模具的立体结构示意图。
16.图3为实施例中上注塑模具的左视结构示意图。
17.图4为实施例中铲机的正视结构示意图。
18.图5为实施例中发动机曲轴位置传感器的立体结构示意图。
19.1-定位柱2-注塑层3-铲机4-方向转换器5-定位针6-导向座7-导向套筒31-纵向t型槽32-t型滑动部321-竖直滑动部322-横向倾斜滑动部。
具体实施方式
20.下面通过实施例,并结合附图,对本实用新型的技术方案作进一步的说明。
21.实施例:
22.本实施例一种注塑设备,包括上下两个结构相同的部件,上部件如图2所示,包括铲机3、方向转换器4、注塑模具、定位针5、导向座6和导向套筒7,铲机右端设有纵向t型槽31,油缸活塞杆远离油缸端设有t型连接部,t型连接部嵌入在纵向t型槽31中,铲机3左端设有t型滑动部32,方向转换器4上设有横向t型槽,t型滑动部32滑动设置在横向t型槽中,定位针5固定设置在方向转换器4下端面上,定位针5上套设有导向座6和导向套筒7,导向座6固定在注塑模具上,导向套筒7设于注塑模具中且与导向座6相固定。
23.如图3和图4所示,t型滑动部32包括竖直滑动部321和横向倾斜滑动部322,横向倾斜滑动部322的右端低于左端设置,横向倾斜滑动部322上端面包括水平面和倾斜面,水平面位于横向倾斜滑动部左端。横向倾斜滑动部322上端面为一整个斜面,斜面左端高于斜面右端。
24.本实施例中,横向t型槽包括竖直槽和水平槽,水平槽的深度大于横向倾斜滑动部322的厚度,竖直槽的深度大于竖直滑动部321的厚度。
25.本实施例中方向转换器4只能够进行上下移动,在注塑时,将传感器本体放置到注塑模具中,合拢注塑模具,通过油缸控制铲机伸长,此时,两个方向转换器做相向运动,使得定位针夹持柱传感器本体,接着开始往注塑模具中注塑,在注塑3秒后,通过油缸控制铲机收缩,此时,两个方向转换器随着铲机的收缩进行背向运动,令定位针收缩,定位针收缩后,注塑模具中未凝固的塑料会进行流动以填补定位针收缩后留下的空缺,使得塑料能够完全包裹中传感器本体侧面,最后保压并等待塑料冷却凝固得到成品。
26.对应的,本实施例还提供一种发动机曲轴位置传感器,采用上述一种注塑设备注塑成型,如图5所示,包括传感器本体和注塑层2,所述注塑层2包裹整个传感器本体侧面。
27.本实施例中发动机曲轴位置传感器相比于传统的设有裸露的定位柱的发动机曲轴位置传感器具备更好的密封性。
28.本文中所描述的具体实施例仅仅是对本发明精神作举例说明。本发明所属技术领域的技术人员可以对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,但并不会偏离本发明的精神或者超越所附权利要求书所定义的范围。
技术特征:
1.一种注塑设备,其特征是:包括铲机、方向转换器、注塑模具、定位针、导向座和导向套筒,所述铲机第一端与油缸相连,铲机第二端滑动设置在方向转换器中,所述定位针固定设置在方向转换器上,所述定位针上套设有导向座和导向套筒,所述导向座固定在注塑模具上,所述导向套筒设于注塑模具中且与导向座相固定。2.根据权利要求1所述的一种注塑设备,其特征是:所述铲机第一端设有纵向t型槽,所述油缸的活塞杆远离油缸端设有t型连接部,所述t型连接部嵌入在纵向t型槽中。3.根据权利要求1或2所述的一种注塑设备,其特征是:所述铲机第二端设有t型滑动部,所述方向转换器上设有横向t型槽,所述t型滑动部滑动设置在横向t型槽中。4.根据权利要求3所述的一种注塑设备,其特征是:所述t型滑动部包括竖直滑动部和横向倾斜滑动部,所述横向倾斜滑动部的起始端低于末端设置。5.根据权利要求4所述的一种注塑设备,其特征是:所述横向倾斜滑动部朝向竖直滑动部的端面包括水平面和倾斜面,所述水平面位于横向倾斜滑动部末端。6.根据权利要求3所述的一种注塑设备,其特征是:所述横向t型槽包括竖直槽和水平槽,所述水平槽的深度大于横向倾斜滑动部的厚度。7.根据权利要求6所述的一种注塑设备,其特征是:所述竖直槽的深度大于竖直滑动部的厚度。8.一种通过权利要求1-7任一项所述的注塑设备生产的发动机曲轴位置传感器,其特征是:包括传感器本体和注塑层,所述注塑层包裹整个传感器本体侧面。
技术总结
本实用新型为一种注塑设备及发动机曲轴位置传感器,注塑设备包括铲机、方向转换器、注塑模具、定位针、导向座和导向套筒,所述铲机第一端与油缸相连,铲机第二端滑动设置在方向转换器中,所述定位针固定设置在方向转换器上,所述定位针上套设有导向座和导向套筒,所述导向座固定在注塑模具上,所述导向套筒设于注塑模具中且与导向座相固定。发动机曲轴位置传感器,包括传感器本体和注塑层,所述注塑层包裹整个传感器本体侧面。本实用新型的优点是:利用定位针夹持传感器本体,在注塑过程中定位针收缩,利用塑料凝固前的流动性填补定位针收缩后留下的空缺,令塑料能够完全包裹中传感器侧面,使得发动机曲轴位置传感器具备良好的密封性。性。性。
技术研发人员:杨铮
受保护的技术使用者:浙江沃德尔科技集团股份有限公司
技术研发日:2022.01.26
技术公布日:2022/7/4
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1