一种汽车仪表板超声波焊接机自动辅助定位装置的制作方法
1.本实用新型属于汽车仪表板超声波焊接机技术领域,特别涉及一种汽车仪表板超声波焊接机自动辅助定位装置。
背景技术:
2.乘用汽车为降低驾驶舱内行驶噪音,在仪表板上采用超声波焊接方式焊接有若干块隔音海绵。现有技术中,焊接前操作者将隔音海绵放置到焊接位置,由于隔音海绵在仪表板上没有定位结构,需要人工翻转辅助定位块固定隔音海绵,焊接完成后再由人工将辅助定位块复位,由于辅助定位块翻转后对隔音海绵压紧不实,隔音海绵在焊接过程中易出现位置改变情况,整个过程节拍长,操作繁琐。
技术实现要素:
3.本实用新型所要解决的问题是,克服现有技术的不足之处,提供一种仪表板隔音海绵超声波焊接自动辅助定位装置。
4.本实用新型本实用新型采用的技术方案包括辅助定位装置,所述辅助定位装置与自动压紧传动装置连接,自动压紧传动装置通过气管连接启动按钮连接。
5.所述自动压紧传动装置包括带导轨无杆气缸,在带导轨无杆气缸的移动体上面安装有主动齿条;所述辅助定位装置包括左右2个倒t形底座,在左右2个倒t形底座上安装有旋转轴,在旋转轴的一端安装有被动齿轮,所述被动齿轮与主动齿条啮合,在旋转轴上安装有左右2个l形定位块,在左右2个l形定位块的横杆的中间安装有调整螺栓,在调整螺栓的上端安装有压头。
6.在所述l形定位块的横杆的一端开口,并通过紧固螺栓和紧固螺母将左右2个 l形定位块固定在旋转轴上。
7.与现有技术相比,本实用新型的有益效果是:
8.(1)本实用新型由于通过自动压紧传动装置带动辅助定位装置压紧隔音海绵,并通过辅助定位装置上的l形定位块和压头压紧隔音海绵,隔音海绵在焊接过程中不会出现位置改变情况,缩短了节拍,提高了压紧效果,且操作简单。
9.(2)点击启动按钮可启动带导轨无杆气缸的移动体前进,移动体上的主动齿条带动被动齿轮旋转,被动齿轮带动旋转轴旋转,旋转轴再带动定位块及压头旋转压紧隔音海绵,焊接完成后,带导轨无杆气缸自动回退,使辅助定位装置复位,实现了压紧隔音海绵及辅助定位装置的自动控制,提高了隔音海绵焊接的效率。
附图说明
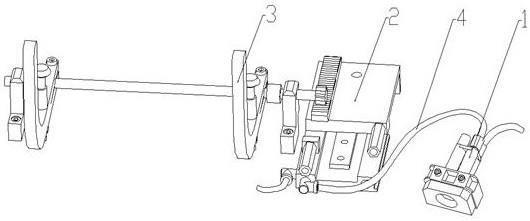
10.图1是本实用新型的结构示意图,
11.图2是本实用新型自动压紧传动装置的示意图,
12.图3是本实用新型辅助定位装置的示意图,
13.图4是本实用新型辅助定位装置的的主视图,
14.图5是图4的左视图,
15.图6是图4的俯视图。
16.图中:
17.1.启动按钮,
18.2.自动压紧传动装置,
19.2-1.主动齿条,
20.2-2.带导轨无杆气缸,
21.3.辅助定位装置,
22.3-1.l形定位块,
23.3-2. 压头,
24.3-3.调整螺栓,
25.3-4.旋转轴,
26.3-5.倒t形底座,
27.3-6.固定螺栓,
28.3-7.被动齿轮,
29.3-8.紧固螺栓,
30.3-9.紧固螺母,
31.4.气管。
具体实施方式
32.下面结合附图对本实用新型作详细说明。
33.如图1~图6所示,本实用新型采用的技术方案包括启动按钮1、自动压紧传动装置2和辅助定位装置3,所述启动按钮1和自动压紧传动装置2通过气管4连接;
34.所述自动压紧传动装置2包括带导轨无杆气缸2-2,在带导轨无杆气缸2-2的移动体上面安装有主动齿条2-1;
35.所述辅助定位装置3包括左右2个倒t形底座3-5,在左右2个倒t形底座3-5上加工有轴孔,并在左右2个倒t形底座3-5的轴孔中穿入安装有旋转轴3-4,在左右2个倒t形底座3-5的两侧加工有螺栓孔,并在螺栓孔中安装有固定螺栓3-6,在旋转轴3-4的一端安装有被动齿轮3-7,所述被动齿轮3-7与主动齿条2-1啮合,在旋转轴3-4上安装有左右2个l形定位块3-1,所述l形定位块3-1的横杆的一端开口,并通过紧固螺栓3-8和紧固螺母3-9将左右2个 l形定位块3-1固定在旋转轴3-4上,以保证l形定位块3-1无法在旋转轴3-4上旋转,在左右2个l形定位块3-1的横杆的中间加工有通孔,并在该通孔中安装有调整螺栓3-3,在调整螺栓3-3的上端安装有压头3-2,压头3-2可通过调整螺栓3-3调整位置,确保能够压紧隔音海绵。
36.使用时,通过固定螺栓3-6将本实用新型与相应模具固定连接,带导轨无杆气缸2-2通过气管4与启动按钮1连接,点击启动按钮1可启动带导轨无杆气缸2-2的移动体移动,带导轨无杆气缸2-2移动体上的主动齿条2-1带动被动齿轮3-7旋转,被动齿轮3-7带动辅助定位装置3上的l形定位块3-1和压头3-2压紧隔音海绵;
37.焊接完成后,带导轨无杆气缸2-2自动回退,使辅助定位装置复位,实现了压紧隔音海绵及辅助定位装置的自动控制,且操作简单,提高了隔音海绵焊接的效率。
技术特征:
1.一种汽车仪表板超声波焊接机自动辅助定位装置,包括辅助定位装置(3),其特征在于,所述辅助定位装置(3)与自动压紧传动装置(2)连接,自动压紧传动装置(2)通过气管(4)连接启动按钮(1)连接。2.根据权利要求1所述的一种汽车仪表板超声波焊接机自动辅助定位装置,其特征在于,所述自动压紧传动装置(2)包括带导轨无杆气缸(2-2),在带导轨无杆气缸(2-2)的移动体上面安装有主动齿条(2-1);所述辅助定位装置(3)包括左右)个倒t形底座(3-5),在左右2个倒t形底座(3-5)上安装有旋转轴(3-4),在旋转轴(3-4)的一端安装有被动齿轮(3-7),所述被动齿轮(3-7)与主动齿条(2-1)啮合,在旋转轴(3-4)上安装有左右2个l形定位块(3-1),在左右2个l形定位块(3-1)的横杆的中间安装有调整螺栓(3-3),在调整螺栓(3-3)的上端安装有压头(3-2)。3.根据权利要求2所述的一种汽车仪表板超声波焊接机自动辅助定位装置,其特征在于,在所述l形定位块(3-1)的横杆的一端开口,并通过紧固螺栓(3-8)和紧固螺母(3-9)将左右2个 l形定位块(3-1)固定在旋转轴(3-4)上。
技术总结
一种汽车仪表板超声波焊接机自动辅助定位装置,属于汽车仪表板超声波焊接机技术领域,克服了现有技术对隔音海绵压紧不实,在焊接过程中易出现位置改变情况,整个过程节拍长且操作繁琐的问题,特征在于,在带导轨无杆气缸的移动体上面安装有主动齿条;在辅助定位装置旋转轴的一端安装有与主动齿条啮合的被动齿轮,在旋转轴上安装有左右2个L形定位块,在L形定位块的横杆的中间安装有调整螺栓,在调整螺栓的上端安装有压头,有益效果是,通过L形定位块和压头压紧隔音海绵,隔音海绵在焊接过程中不会出现位置改变情况,且操作简单,缩短了节拍,提高了压紧效果,实现了压紧隔音海绵及辅助定位装置的自动控制,提高了隔音海绵焊接的效率。的效率。的效率。
技术研发人员:田原 赵东 周平洋 李政 徐芳宁 韩兴
受保护的技术使用者:沈阳金发汽车钢圈制造有限公司
技术研发日:2022.02.19
技术公布日:2022/8/19
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1