一种电缆护套挤塑模具的制作方法
1.本实用新型涉及一种电缆护套挤塑模具,属于线缆模具技术领域。
背景技术:
2.模具是产品定型的装置,是塑料挤出全过程中最后热压作用装置,其几何形状、结构形式和尺寸,温度高低、压力大小等直接决定电缆加工的成败,因此任何挤塑产品模具的设计、选配及其保温措施都受到高度重视。在用塑料挤出机挤制电线电缆的绝缘层和护套层时,模具是控制塑料挤包层厚度的关键。
3.一般挤出模具按挤出方式可分为:挤压式、挤管式、半挤管(挤压)式三种。其中挤压式模具:模芯与模套定径区内侧有一定的距离,利用压力实现产品最后定型的,塑料通过挤压,直接挤包在线芯或缆芯上,挤出紧密结实、表面平整光滑。但其易偏心,使用寿命不长,配模要求较高,挤出线芯弯曲性能不好。适合用于小规格线芯的挤出;挤包要求紧密、外表要求圆整、均匀的线芯。
4.随着工业技术的进步,对电缆护套的性能要求越来越高,护套的挤塑材料种类也越来越多,更多的工业场所开始使用低烟无卤材料电缆。低烟无卤(low smoke zero halogen),简称有lszh、lsoh、ls0h、lsfh及ohls,是在电线电缆产业中电线护套的材料分类。低烟无卤电线护套是由受热时排烟量低,且本身不含卤素的热塑性或是热固性组成。低烟无卤材料可减少在其燃烧时产生的有毒、腐蚀性气体。若在像飞机、火车车厢或是在船舶等通风不良的环境中,经常会使用低烟无卤的材料。在铁路工业中也普遍使用低烟无卤材料,因为在铁路下方会有高压线路或是传送火车位置的信号线。使用低烟无卤材料也减少线路因失火或是短路受损时,所累积的有毒气体。
5.因此低烟无卤材料电缆更加环保安全,性能也更加优异,但是低烟无卤材料的流动性和加工性较差,使用如图1所示的现有模具加工时容易有质量缺陷产生,缺陷如下:
6.(1)生产时容易堆积在模具和挤塑机头的结合处,长时间的堆积会造成僵料,僵料积累过多被带出时会造成电缆鼓包脱料等质量缺陷;
7.(2)生产时容易有流衍(挤塑时塑料添加材料的析出物)堆积在模套口部,也容易造成鼓包等质量缺陷,降低加工性。
技术实现要素:
8.为了解决上述技术问题,本实用新型的目的在于提供一种电缆护套挤塑模具,提高电缆护套产品的质量,用于电缆护套的挤塑加工。
9.本实用新型所要解决的技术问题采取以下技术方案来实现:
10.一种电缆护套挤塑模具,包括模芯以及与模芯相配合的模套,所述模套内设有内圆锥孔,所述模芯具有与模套内圆锥孔配合的圆锥导流面,所述内圆锥孔前端设有用于挤出线缆护套的成型孔,所述成型孔与内圆锥孔连通,所述模套底部设有一圈圆弧过渡倒角,所述模套的内圆锥孔角度大于所述模芯的圆锥导流面的角度。
11.作为优选实例,所述内圆锥孔的角度大于所述圆锥导流面的角度5
°‑8°
。
12.作为优选实例,所述模套前端面上开设有围绕成型孔的流衍槽,所述流衍槽与所述成型孔同轴线且前端面齐平。
13.本实用新型的有益效果是:
14.(1)通过本实用新型,提供一种电缆护套挤塑模具,在模套底部设有一圈倒角并做成圆弧过渡设计,能够让料流更加容易向前流动,不易堆积在模套和机头的接触口部;
15.(2)通过本实用新型,将模套的内圆锥孔角度设计成略大于模芯的圆锥导流面角度,使得模芯与模套配合使用挤塑时机头内部的压力增大,流衍(挤塑时塑料添加材料的析出物)不易析出;
16.(3)通过本实用新型,在挤塑模套的成型孔,即口部外圆周加工一个流衍槽,能够让流衍堆积在模套成型口处的流衍槽内,方便清理成型孔处的流衍。
附图说明
17.图1为现有技术中挤塑模具的模芯与模套的结构示意图;
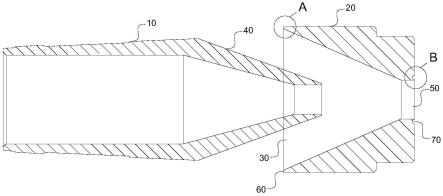
18.图2为本实用新型中新型挤塑模具的模芯与模套的结构示意图;
19.图3为图2中a处的放大结构示意图;
20.图4为图2中b处的放大结构示意图。
21.图中:10、模芯;20、模套;30、内圆锥孔;40、圆锥导流面;50、成型孔;60、倒角;70、流衍槽。
具体实施方式
22.为了对本实用新型的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体图示及实施例,进一步阐述本实用新型。
23.如图1所示,为现有技术挤压式挤压模具,它包括模芯10以及与模芯10相配合的模套20,模套20内设有内圆锥孔30,内圆锥孔30的角度为40
°
,模芯10具有与模套20内圆锥孔30配合的圆锥导流面40,圆锥导流面40的角度同样为40
°
,内圆锥孔30前端设有用于挤出线缆护套的成型孔50,成型孔50的承径区长度为4mm,成型孔50与内圆锥孔30连通。生产低烟无卤材料电缆护套时,模芯10插入模套20中,挤出机将低烟无卤原料挤入模芯10与模套20之间的缝隙中,但是这种模具的缺陷在于,由于低烟无卤材料的流动性和加工性较差,生产电缆护套时,一方面,低烟无卤原料容易堆积在模具和挤塑机头的结合处,长时间的堆积会造成僵料,僵料积累过多被带出时会造成电缆鼓包脱料等质量缺陷,另一方面生产时容易有流衍(挤塑时塑料添加材料的析出物)堆积在模套20口部,也容易造成鼓包等质量缺陷,降低加工性。
24.实施例:
25.相较于上述现有技术中的挤压式挤压模具,本实用新型实施例提供一种电缆护套挤塑模具,如图2至图4所示,它包括模芯10以及与模芯10相配合的模套20,模套20内设有内圆锥孔30,内圆锥孔30相较于现有技术角度大6
°
,为46
°
,模芯10具有与模套20内圆锥孔30配合的圆锥导流面40,圆锥导流面40角度与现有技术角度一致,均为40
°
,将模套20的内圆锥孔30角度设计成略大于模芯10的圆锥导流面40角度,使得模芯10与模套20配合使用挤塑
时机头内部的压力增大,流衍(挤塑时塑料添加材料的析出物)不易析出,
26.内圆锥孔30前端设有用于挤出线缆护套的成型孔50,成型孔50与内圆锥孔30连通,模套20底部设有一圈圆弧过渡倒角60。在模套20底部设有一圈倒角60并做成圆弧过渡设计,能够让料流更加容易向前流动,不易堆积在模套20和机头的接触口部。
27.模套20前端面上开设有围绕成型孔50的流衍槽70,流衍槽70与成型孔50同轴线且前端面齐平。在挤塑模套20的成型孔50,即口部外圆周加工一个流衍槽70,能够让流衍堆积在模套20成型口处的流衍槽70内,方便清理成型孔50处的流衍。
28.以上显示和描述了本实用新型的基本原理、主要特征和优点。本领域的技术人员应当了解,本实用新型不受上述实施例的限制,在不脱离本实用新型精神和范围的前提下,本实用新型还会有各种变化和改进,这些变化和改进都落入本实用新型要求保护的范围内。本实用新型要求保护范围由所附的权利要求书及其等效物界定。
技术特征:
1.一种电缆护套挤塑模具,包括模芯以及与模芯相配合的模套,所述模套内设有内圆锥孔,所述模芯具有与模套内圆锥孔配合的圆锥导流面,所述内圆锥孔前端设有用于挤出线缆护套的成型孔,所述成型孔与内圆锥孔连通,其特征在于,所述模套底部设有一圈圆弧过渡倒角,所述模套的内圆锥孔角度大于所述模芯的圆锥导流面的角度。2.根据权利要求1所述的一种电缆护套挤塑模具,其特征在于,所述内圆锥孔的角度大于所述圆锥导流面的角度5
°‑8°
。3.根据权利要求1所述的一种电缆护套挤塑模具,其特征在于,所述模套前端面上开设有围绕成型孔的流衍槽,所述流衍槽与所述成型孔同轴线且前端面齐平。
技术总结
本实用新型公开了一种电缆护套挤塑模具,属于线缆模具技术领域。包括模芯以及与模芯相配合的模套,所述模套内设有内圆锥孔,所述模芯具有与模套内圆锥孔配合的圆锥导流面,所述内圆锥孔前端设有用于挤出线缆护套的成型孔,所述成型孔与内圆锥孔连通,所述模套底部设有一圈圆弧过渡倒角,所述模套的内圆锥孔角度大于所述模芯的圆锥导流面的角度。通过本实用新型,在模套底部设有一圈倒角并做成圆弧过渡设计,能够让料流更加容易向前流动,不易堆积在模套和机头的接触口部;将模套的内圆锥孔角度设计成略大于模芯的圆锥导流面角度,使得模芯与模套配合使用挤塑时机头内部的压力增大,流衍不易析出。衍不易析出。衍不易析出。
技术研发人员:陈军军 姚元昌
受保护的技术使用者:缆普电缆制造(上海)有限公司
技术研发日:2022.03.01
技术公布日:2022/8/2
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1