一种模具流道滑动式排气装置的制作方法
1.本实用新型属于模具技术领域,尤其涉及一种模具流道滑动式排气装置。
背景技术:
2.目前有很多尼龙或者lcp基材的材料,在模具注塑过程中会析出较多的瓦斯气体,从而导致产品上的熔接线被困气烧焦严重。常规的解决方案是在流道、模具型腔中增加较多排气槽,甚至将模具整个型腔密封起来加真空抽气强制改善排气,但效果不尽人意。
3.有的厂商为了改善排气,直接将充填末端的排气槽加的较深,虽然排气效果好了,但产品上会有较大飞边出来,飞边需要再通过后处理的方法处理掉,比如人工处理,干冰冷冻去飞边,自动化打磨等等。后处理去飞边增加了较多成本,不利于量产。有的厂商对模具正常开排气,虽然确保了飞边满足图纸要求,但是正常生产1小时或者更短时间后排气孔就容易被材料析出物堵死,且产品熔接线烧焦比较严重,模具表面会有泛黄甚至发黑。模具发黄发黑后需要用干冰保养模具。频繁干冰保养模具,增加了较多人工及干冰损耗成本,对生产效率有较大影响。
技术实现要素:
4.针对背景技术中的问题,本实用新型的目的是提一种模具流道滑动式排气装置,包括模具本体、模具型腔和与其连通的流道,包括:
5.第一滑槽,设于所述模具本体内;
6.第二滑槽,设于所述模具本体内,位于所述流道和所述第一滑槽之间且与两者均连通;
7.阀块,穿设于所述第二滑槽且与其内壁之间具有排气间隙,所述阀块的一端滑动连接于所述第一滑槽、相对的另一端设有滑动密封部且设于所述流道内,所述滑动密封部可移动至所述第二滑槽内与其滑动密封连接;
8.排气孔,设于所述阀块且与所述排气间隙连通,所述排气孔的另一端与所述模具本体的出气口连通;
9.弹性复位件,设于所述第一滑槽和所述阀块之间,施加给所述阀块朝向所述第二滑槽的弹性力。
10.较佳的,包括压块,设于所述模具本体内,所述第一滑槽设于所述压块。
11.较佳的,所述阀块设有排气通道,所述排气通道连通所述排气间隙和所述排气孔。
12.较佳的,所述滑动密封部为与所述第二滑槽匹配的凸缘。
13.较佳的,所述弹性复位件为弹簧。
14.较佳的,所述阀块与所述流道相对的一端设有u形凹槽。
15.本实用新型由于采用以上技术方案,使其与现有技术相比具有以下的优点和积极效果:
16.本实用新型在注塑过程中流道前端的气体会经阀块与第二滑槽之间的排气间隙
和排气孔排出,然后阀块会被注塑液推动克服弹性力向第一滑槽移动,使得阀块的滑动密封部移动至第二滑槽与其滑动密封连接,以密封流道,防止注塑液流出。
附图说明
17.下面结合附图对本实用新型的具体实施方式作进一步详细说明,其中:
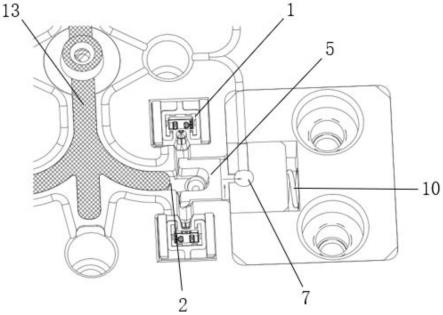
18.图1为本实用新型初始状态示意图;
19.图2为本实用新型图1的局部放大图;
20.图3为本实用新型阀块被推动滑动密封部开始进入第二滑槽时示意图;
21.图4为本实用新型阀滑动密封部完全进入第二滑槽时的示意图。
22.附图标记说明:
23.1:模具型腔;2:流道;3:压块;4:第一滑槽;5:阀块;6:第二滑槽;7:排气孔;8:排气通道;9:排气间隙;10:弹簧;11:凸缘;12:u形凹槽;13:注塑液。
具体实施方式
24.以下结合附图和具体实施例对本实用新型作进一步详细说明。根据下面说明和权利要求书,本实用新型的优点和特征将更清楚。需说明的是,附图均采用非常简化的形式且均使用非精准的比率,仅用以方便、明晰地辅助说明本实用新型实施例的目的。
25.需要说明,本实用新型实施例中所有方向性指示(诸如上、下、左、右、前、后
……
)仅用于解释在某一特定姿态(如附图所示)下各部件之间的相对位置关系、运动情况等,如果该特定姿态发生改变时,则该方向性指示也相应地随之改变。
26.参看图1至4,本实用新型的核心是提供一种模具流道滑动式排气装置,包括模具本体、模具型腔1和与其连通的流道2,包括第一滑槽4、第二滑槽6、阀块5、排气孔7、弹性复位件。
27.第一滑槽4设于模具本体内,具体的,还包括压块3,设于模具本体内,第一滑槽4开设于压块3上。
28.第二滑槽6设于模具本体内,位于流道2和第一滑槽4之间且与两者均连通。阀块5穿设于第二滑槽6且与其内壁之间具有排气间隙9,排气间隙9尺寸为0.2-0.5mm,阀块5的一端滑动连接于第一滑槽4、相对的另一端设有滑动密封部且设于流道2内,滑动密封部可移动至第二滑槽6内与其滑动密封连接。阀块5与流道2相对的一端设有u形凹槽12,u形凹槽12可供注塑液13进入推动阀块5滑动,防止注塑液13直接进入阀块5与第二滑槽6之间排气间隙9造成漏液。
29.本实施例中,滑动密封部为与第二滑槽6匹配的凸缘11,凸缘11可与第二滑槽6内壁滑动密封连接。
30.排气孔7设于阀块5上且与排气间隙9连通,排气孔7的另一端与模具本体的出气口连通,具体的,阀块5还设有排气通道8,排气通道8用于连通排气间隙9和排气孔7。
31.弹性复位件设于第一滑槽4和阀块5之间,施加给阀块5朝向第二滑槽6的弹性力。本实施例中,弹性复位件为弹簧10,在其它实施例中也可为其它种类的弹性件。
32.下面对本实用新型工作过程作进一步说明:
33.首先,参看图1,流道2内随着注塑液13的注入,流道2前端的气体会依次经阀块5与
第二滑槽6之间的排气间隙9、阀块5的排气通道8进入排气孔7,通过排气孔7排出至模具本体外部。
34.然后,参看图3、4,注塑液13与阀块5接触并进入其u形凹槽12内,注塑液13推动阀块5克服弹簧10弹性力向第一滑槽4移动,使得阀块5的凸缘11移动至第二滑槽6与其滑动密封连接,以密封流道2,防止注塑液13流出,随后注塑液13进入模具型腔1内,完成排气。最后模具型腔1内产品成型顶出后,弹簧10推动阀块5复位回到图1状态,为下次充填排气做准备。
35.本实用新型解决了注塑过程中产品及流道2的排气问题,使排气更加顺畅,可以有效改善产品熔接线被困气烧焦,产品表面困气造成的异色。且本实用新型降低了生产容易析出瓦斯气的材料的门槛,生产容易析出瓦斯气的材料不再需要后处理产品上的毛边,不要需要频繁保养模具,降低了生产成本,提高了生产效率。
36.上面结合附图对本实用新型的实施方式作了详细说明,但是本实用新型并不限于上述实施方式。即使对本实用新型作出各种变化,倘若这些变化属于本实用新型权利要求及其等同技术的范围之内,则仍落入在本实用新型的保护范围之中。
技术特征:
1.一种模具流道滑动式排气装置,包括模具本体、模具型腔和与其连通的流道,其特征在于,包括:第一滑槽,设于所述模具本体内;第二滑槽,设于所述模具本体内,位于所述流道和所述第一滑槽之间且与两者均连通;阀块,穿设于所述第二滑槽且与其内壁之间具有排气间隙,所述阀块的一端滑动连接于所述第一滑槽、相对的另一端设有滑动密封部且设于所述流道内,所述滑动密封部可移动至所述第二滑槽内与其滑动密封连接;排气孔,设于所述阀块且与所述排气间隙连通,所述排气孔的另一端与所述模具本体的出气口连通;弹性复位件,设于所述第一滑槽和所述阀块之间,施加给所述阀块朝向所述第二滑槽的弹性力。2.根据权利要求1所述的模具流道滑动式排气装置,其特征在于,包括压块,设于所述模具本体内,所述第一滑槽设于所述压块。3.根据权利要求1所述的模具流道滑动式排气装置,其特征在于,所述阀块设有排气通道,所述排气通道连通所述排气间隙和所述排气孔。4.根据权利要求1所述的模具流道滑动式排气装置,其特征在于,所述滑动密封部为与所述第二滑槽匹配的凸缘。5.根据权利要求1所述的模具流道滑动式排气装置,其特征在于,所述弹性复位件为弹簧。6.根据权利要求1所述的模具流道滑动式排气装置,其特征在于,所述阀块与所述流道相对的一端设有u形凹槽。
技术总结
本实用新型公开了一种模具流道滑动式排气装置,包括模具本体、模具型腔和与其连通的流道,包括:第一滑槽,设于所述模具本体内;第二滑槽,设于所述模具本体内,位于所述流道和所述第一滑槽之间且与两者均连通;阀块,穿设于所述第二滑槽且与其内壁之间具有排气间隙,所述阀块的一端滑动连接于所述第一滑槽、相对的另一端设有滑动密封部且设于所述流道内,所述滑动密封部可移动至所述第二滑槽内与其滑动密封连接;排气孔,设于所述阀块且与所述排气间隙连通,所述排气孔的另一端与所述模具本体的出气口连通;弹性复位件,设于所述第一滑槽和所述阀块之间,施加给所述阀块朝向所述第二滑槽的弹性力。二滑槽的弹性力。二滑槽的弹性力。
技术研发人员:伍松
受保护的技术使用者:上海安费诺永亿通讯电子有限公司
技术研发日:2022.03.23
技术公布日:2022/8/19
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1