一种解决模具产品流道拉料屑的结构的制作方法
1.本实用新型涉及模具相关技术领域,具体是一种解决模具产品流道拉料屑的结构。
背景技术:
2.注塑成型是一种常用的产品制造方法,一般为通过注塑机将受热融化的塑料高压射入模具型腔,经冷却固化后,得到成形品。目前,注塑产品通常批量生产,一条主流道分出多个左右分流道与多个产品的型腔相通。产品成型后,注塑流道凝料和成型产品通常是通过顶针同步顶出,流道凝料不能自动与成型产品分离,还需后续处理。
3.模具为潜浇口设计,现有传统流道脱模结构有下述问题点:1、产品表面易附着冷料屑,导致模具压伤,影响模具寿命;2、冷料屑易导致产品表面外观不良;3、冷料屑易堵塞浇品,导致产品填充不良;4、产品质量不能有效管控。
技术实现要素:
4.本实用新型的目的在于提供一种解决模具产品流道拉料屑的结构,以解决现有技术中的问题。
5.为实现上述目的,本实用新型提供如下技术方案:一种解决模具产品流道拉料屑的结构,包括动模芯和定模芯,所述动模芯位于定模芯一侧设置有流道,所述动模芯上开设有供弹块安装的通孔,通孔内安装有弹块,所述弹块一端抵在流道上,所述动模芯远离定模芯一端安装有锁紧块,所述锁紧块上开设有弹簧安装槽,且弹簧安装槽内安装有弹簧,所述弹簧两端分别抵在弹块和锁紧块上。
6.优选的,所述弹块的截面为t字形结构,所述通孔的截面为t字形结构。
7.优选的,所述弹块、弹簧和通孔的数量相同且一一对应,所述弹块、弹簧和通孔均至少设置有两个。
8.优选的,所述弹块位于流道处的形状与流道接触处的表面形状相匹配。
9.优选的,还包括固定板、动模板和定模板,所述动模芯和定模芯位于动模板和定模板之间,所述固定板顶端安装有顶针板,所述固定板位于顶针板两次安装有用于对动模板进行支撑的方铁。
10.优选的,还包括产品,所述产品位于动模芯和定模芯之间。
11.与现有技术相比,本实用新型的有益效果是:模具在开模时,由弹块将流道压紧产生延时脱模;产品与流道先被切断,然后流道才从母模脱模,避免流道在x和z两个方向受力拉扯产生料屑;
12.与传统的流道脱模结构相比,本申请可提高产品良率,其稳定性得到很大程度的提高;可以有效的降低成本,提高生产效率以及生产的稳定性。
附图说明
13.附图用来提供对本实用新型的进一步理解,并且构成说明书的一部分,与本实用新型的实施例一起用于解释本实用新型,并不构成对本实用新型的限制。在附图中:
14.图1是本实用新型的结构示意图;
15.图2是本实用新型动模芯和定模芯的结构示意图;
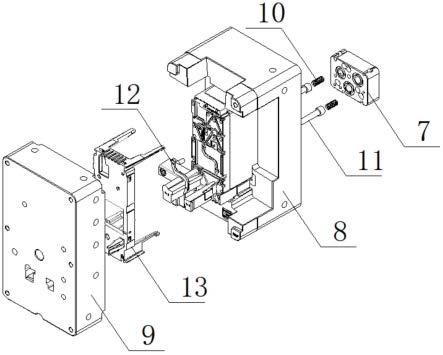
16.图3为本实用新型图2的爆炸图;
17.图4为本实用新型弹块和流道处的结构示意图。
18.图中:1、顶针板;2、固定板;3、方铁;4、动模板;5、定模板;6、浇口套;7、锁紧块;8、动模芯;9、定模芯;10、弹簧;11、弹块;12、流道;13、产品。
具体实施方式
19.为使本实用新型实施方式的目的、技术方案和优点更加清楚,下面将结合本实用新型实施方式中的附图,对本实用新型实施方式中的技术方案进行清楚、完整地描述,显然,所描述的实施方式是本实用新型一部分实施方式,而不是全部的实施方式。基于本实用新型中的实施方式,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施方式,都属于本实用新型保护的范围。因此,以下对在附图中提供的本实用新型的实施方式的详细描述并非旨在限制要求保护的本实用新型的范围,而是仅仅表示本实用新型的选定实施方式。基于本实用新型中的实施方式,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施方式,都属于本实用新型保护的范围。
20.请参阅图1-4,本实用新型实施例中,一种解决模具产品流道拉料屑的结构,包括动模芯8和定模芯9,所述动模芯8位于定模芯9一侧设置有流道12,所述动模芯8上开设有供弹块11安装的通孔,通孔内安装有弹块11,所述弹块11一端抵在流道12上,所述动模芯8远离定模芯9一端安装有锁紧块7,所述锁紧块7上开设有弹簧安装槽,且弹簧安装槽内安装有弹簧10,所述弹簧10两端分别抵在弹块11和锁紧块7上;所述弹块11的截面为t字形结构,所述通孔的截面为t字形结构;所述弹块11、弹簧10和通孔的数量相同且一一对应,所述弹块11、弹簧10和通孔均至少设置有两个;所述弹块11位于流道12处的形状与流道12接触处的表面形状相匹配;还包括固定板2、动模板4和定模板5,所述动模芯8和定模芯9位于动模板4和定模板5之间,所述固定板2顶端安装有顶针板1,所述固定板2位于顶针板1两次安装有用于对动模板4进行支撑的方铁3还包括产品13,所述产品13位于动模芯8和定模芯9之间;
21.注塑机开模
→
动模板4和定模板5打开
→
开模过程中弹簧10将弹块11弹出
→
弹块11将流道12压紧在动模芯8
→
动模板4和定模板5打开至2mm时,流道12与产品13切断
→
动模板4和定模板5打开2mm后流道12从动模芯8脱模;
22.模具在开模时,由弹块将流道压紧产生延时脱模;产品与流道先被切断,然后流道才从母模脱模,避免流道在x和z两个方向受力拉扯产生料屑;与传统的流道脱模结构相比,本申请可提高产品良率,其稳定性得到很大程度的提高;可以有效的降低成本,提高生产效率以及生产的稳定性。
23.本实用新型的工作原理是:注塑机开模
→
动模板4和定模板5打开
→
开模过程中弹簧10将弹块11弹出
→
弹块11将流道12压紧在动模芯8
→
动模板4和定模板5打开至2mm时,流道12与产品13切断
→
动模板4和定模板5打开2mm后流道12从动模芯8脱模。
24.最后应说明的是:以上所述仅为本实用新型的优选实施例而已,并不用于限制本实用新型,尽管参照前述实施例对本实用新型进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换。凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
技术特征:
1.一种解决模具产品流道拉料屑的结构,包括动模芯(8)和定模芯(9),其特征在于:所述动模芯(8)位于定模芯(9)一侧设置有流道(12),所述动模芯(8)上开设有供弹块(11)安装的通孔,通孔内安装有弹块(11),所述弹块(11)一端抵在流道(12)上,所述动模芯(8)远离定模芯(9)一端安装有锁紧块(7),所述锁紧块(7)上开设有弹簧安装槽,且弹簧安装槽内安装有弹簧(10),所述弹簧(10)两端分别抵在弹块(11)和锁紧块(7)上。2.根据权利要求1所述的一种解决模具产品流道拉料屑的结构,其特征在于:所述弹块(11)的截面为t字形结构,所述通孔的截面为t字形结构。3.根据权利要求1所述的一种解决模具产品流道拉料屑的结构,其特征在于:所述弹块(11)、弹簧(10)和通孔的数量相同且一一对应,所述弹块(11)、弹簧(10)和通孔均至少设置有两个。4.根据权利要求1、2或3所述的一种解决模具产品流道拉料屑的结构,其特征在于:所述弹块(11)位于流道(12)处的形状与流道(12)接触处的表面形状相匹配。5.根据权利要求1所述的一种解决模具产品流道拉料屑的结构,其特征在于:还包括固定板(2)、动模板(4)和定模板(5),所述动模芯(8)和定模芯(9)位于动模板(4)和定模板(5)之间,所述固定板(2)顶端安装有顶针板(1),所述固定板(2)位于顶针板(1)两次安装有用于对动模板(4)进行支撑的方铁(3)。6.根据权利要求1所述的一种解决模具产品流道拉料屑的结构,其特征在于:还包括产品(13),所述产品(13)位于动模芯(8)和定模芯(9)之间。
技术总结
本实用新型公开了一种解决模具产品流道拉料屑的结构,包括动模芯和定模芯,所述动模芯位于定模芯一侧设置有流道,所述动模芯上开设有供弹块安装的通孔,通孔内安装有弹块,所述弹块一端抵在流道上,所述动模芯远离定模芯一端安装有锁紧块,所述锁紧块上开设有弹簧安装槽,且弹簧安装槽内安装有弹簧,所述弹簧两端分别抵在弹块和锁紧块上。本实用新型,模具在开模时,由弹块将流道压紧产生延时脱模;产品与流道先被切断,然后流道才从母模脱模,避免流道在X和Z两个方向受力拉扯产生料屑;与传统的流道脱模结构相比,本申请可提高产品良率,其稳定性得到很大程度的提高;可以有效的降低成本,提高生产效率以及生产的稳定性。提高生产效率以及生产的稳定性。提高生产效率以及生产的稳定性。
技术研发人员:涂益斌
受保护的技术使用者:苏州鸿硕精密模具有限公司
技术研发日:2022.05.05
技术公布日:2023/3/28
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1