一种浮子注塑加工模具的制作方法
1.本实用新型涉及化油器配件加工领域,尤其涉及一种浮子注塑加工模具。
背景技术:
2.化油器浮子主要用于控制化油器内油位的高低,化油器浮子表面的精度直接影响到化油器内油位高低的精确控制,其制作方法参考申请号为201210077225.8、名称为塑料浮子的制作方法的中国发明专利。现有的浮子注塑加工模具结构设计具有缺陷,注塑成型的浮子需要进行的修边工作量较大,不仅存在材料浪费,而且废品率较高。
技术实现要素:
3.为了克服上述现有技术的缺陷,本实用新型所要解决的技术问题是提供一种浮子注塑加工模具,提高注塑产品成品率。
4.为了解决上述技术问题,本实用新型采用的技术方案为:一种浮子注塑加工模具,包括动模、定模和芯模;
5.所述动模设有第一凹槽和斜顶;
6.所述定模设有第二凹槽,所述芯模与斜顶滑动配合;
7.所述芯模与定模滑动连接,所述芯模设有第三凹槽;
8.所述第一凹槽、第二凹槽和第三凹槽围合形成注塑腔。
9.进一步地,所述动模设有贯通至所述第一凹槽的第一注塑通道,所述定模设有贯通至所述第二凹槽的第二注塑通道。
10.进一步地,所述动模位于第一凹槽沿第一方向的两侧均设置一组所述斜顶。
11.进一步地,两组所述芯模分别滑动设置在所述定模上的位于所述第二凹槽沿所述第一方向的两侧。
12.进一步地,所述定模沿所述第一方向设有导轨,所述芯模与所述导轨滑动配合。
13.进一步地,还包括气缸,所述气缸与所述动模连接,所述气缸用以驱动所述动模靠近或远离所述定模。
14.本实用新型的有益效果在于:提供一种浮子注塑加工模具,动模通过平移靠近定模的同时,芯模在斜顶和定模的作用下稳定滑动,移动后的动模和芯模与定模拼合形成注塑腔,向注塑腔内注塑胶料即可得到浮子产品。本实用新型提供的浮子注塑加工模具结构设计合理,可降低注塑成型的浮子的修边工作量,节省材料,使成品率提高50%以上。
附图说明
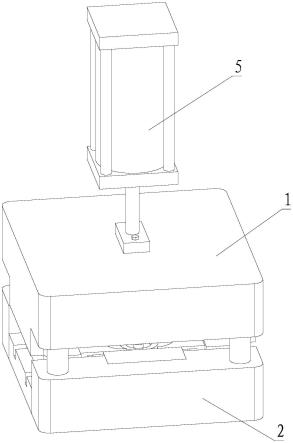
15.图1所示为本实用新型实施例的浮子注塑加工模具的结构示意图;
16.图2所示为本实用新型实施例的浮子注塑加工模具的剖视图;
17.图3所示为本实用新型实施例的动模的结构示意图;
18.图4所示为本实用新型实施例的定模的结构示意图;
19.标号说明:
20.1、动模;11、第一凹槽;12、斜顶;13、第一注塑通道;2、定模;21、第二凹槽;22、第二注塑通道;3、芯模;31、第三凹槽;4、注塑腔;5、气缸。
具体实施方式
21.为详细说明本实用新型的技术内容、所实现目的及效果,以下结合实施方式并配合附图予以说明。
22.本实用新型提供一种浮子注塑加工模具,用于浮子注塑机。
23.请参照图1至图4所示,本实用新型的浮子注塑加工模具,包括动模1、定模2和芯模3;
24.所述动模1设有第一凹槽11和斜顶12;
25.所述定模2设有第二凹槽21,所述芯模3与斜顶12滑动配合;
26.所述芯模3与定模2滑动连接,所述芯模3设有第三凹槽31;
27.所述第一凹槽11、第二凹槽21和第三凹槽31围合形成注塑腔4。
28.从上述描述可知,本实用新型的有益效果在于:提供一种浮子注塑加工模具,动模1通过平移靠近定模2的同时,芯模3在斜顶12和定模2的作用下稳定滑动,移动后的动模1和芯模3与定模2拼合形成注塑腔4,向注塑腔4内注塑胶料即可得到浮子产品。本实用新型提供的浮子注塑加工模具结构设计合理,可降低注塑成型的浮子的修边工作量,节省材料,使成品率提高50%以上。
29.在可选实施例中,所述动模1设有贯通至所述第一凹槽11的第一注塑通道13,所述定模2设有贯通至所述第二凹槽21的第二注塑通道22。
30.从上述描述可知,第一注塑通道13和第二注塑通道22共同构成注胶通道,注胶通道与定模2上的注胶口连通。
31.在可选实施例中,所述动模1位于第一凹槽11沿第一方向的两侧均设置一组所述斜顶12。
32.从上述描述可知,斜顶12采用对称布置,结构稳定性好,提高注塑成品率。
33.在可选实施例中,两组所述芯模3分别滑动设置在所述定模2上的位于所述第二凹槽21沿所述第一方向的两侧。
34.在可选实施例中,所述定模2沿所述第一方向设有导轨,所述芯模3与所述导轨滑动配合。
35.从上述描述可知,导轨对芯模3起到导向定位的作用,有助于进一步提高注塑成品率。
36.在可选实施例中,还包括气缸5,所述气缸5与所述动模1连接,所述气缸5用以驱动所述动模1靠近或远离所述定模2。
37.本实用新型的工作原理是:使用时,利用气缸5控制动模1靠近定模2,芯模3在斜顶12与导轨的限位作用下平移,直至第一凹槽11、第二凹槽21和第三凹槽31围合形成注塑腔4,向注塑腔4内注塑胶料即可得到浮子产品。
38.请参照图1至图4所示,本实用新型的实施例一为:浮子注塑加工模具,包括动模1、定模2和芯模3;
39.所述动模1设有第一凹槽11和斜顶12;
40.所述定模2设有第二凹槽21,所述芯模3与斜顶12滑动配合;
41.所述芯模3与定模2滑动连接,所述芯模3设有第三凹槽31;
42.所述第一凹槽11、第二凹槽21和第三凹槽31围合形成注塑腔4。
43.所述动模1设有贯通至所述第一凹槽11的第一注塑通道13,所述定模2设有贯通至所述第二凹槽21的第二注塑通道22。所述动模1位于第一凹槽11沿第一方向的两侧均设置一组所述斜顶12。两组所述芯模3分别滑动设置在所述定模2上的位于所述第二凹槽21沿所述第一方向的两侧。所述定模2沿所述第一方向设有导轨,所述芯模3与所述导轨滑动配合。还包括气缸5,所述气缸5与所述动模1连接,所述气缸5用以驱动所述动模1靠近或远离所述定模2。
44.综上所述,本实用新型提供一种浮子注塑加工模具,动模通过平移靠近定模的同时,芯模在斜顶和定模的作用下稳定滑动,移动后的动模和芯模与定模拼合形成注塑腔,向注塑腔内注塑胶料即可得到浮子产品。本实用新型提供的浮子注塑加工模具结构设计合理,可降低注塑成型的浮子的修边工作量,节省材料,使成品率提高50%以上。
45.以上所述仅为本实用新型的实施例,并非因此限制本实用新型的专利范围,凡是利用本实用新型说明书及附图内容所作的等同变换,或直接或间接运用在相关的技术领域,均同理包括在本实用新型的专利保护范围内。
技术特征:
1.一种浮子注塑加工模具,其特征在于,包括动模、定模和芯模;所述动模设有第一凹槽和斜顶;所述定模设有第二凹槽,所述芯模与斜顶滑动配合;所述芯模与定模滑动连接,所述芯模设有第三凹槽;所述第一凹槽、第二凹槽和第三凹槽围合形成注塑腔。2.根据权利要求1所述的浮子注塑加工模具,其特征在于,所述动模设有贯通至所述第一凹槽的第一注塑通道,所述定模设有贯通至所述第二凹槽的第二注塑通道。3.根据权利要求1所述的浮子注塑加工模具,其特征在于,所述动模位于第一凹槽沿第一方向的两侧均设置一组所述斜顶。4.根据权利要求3所述的浮子注塑加工模具,其特征在于,两组所述芯模分别滑动设置在所述定模上的位于所述第二凹槽沿所述第一方向的两侧。5.根据权利要求3所述的浮子注塑加工模具,其特征在于,所述定模沿所述第一方向设有导轨,所述芯模与所述导轨滑动配合。6.根据权利要求1所述的浮子注塑加工模具,其特征在于,还包括气缸,所述气缸与所述动模连接,所述气缸用以驱动所述动模靠近或远离所述定模。
技术总结
本实用新型涉及化油器配件加工领域,尤其涉及一种浮子注塑加工模具,包括动模、定模和芯模;所述动模设有第一凹槽和斜顶;所述定模设有第二凹槽,所述芯模与斜顶滑动配合;所述芯模与定模滑动连接,所述芯模设有第三凹槽;所述第一凹槽、第二凹槽和第三凹槽围合形成注塑腔。本实用新型提供的浮子注塑加工模具结构设计合理,可降低注塑成型的浮子的修边工作量,节省材料,使成品率提高50%以上。使成品率提高50%以上。使成品率提高50%以上。
技术研发人员:林丽珍
受保护的技术使用者:福鼎市聚众工贸有限公司
技术研发日:2022.05.16
技术公布日:2022/9/13
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1