一种同时挤出四条垫胶的口型组件的制作方法
1.本实用新型涉及垫胶加工技术领域,特别涉及一种同时挤出四条垫胶的口型组件。
背景技术:
2.汽车轮胎生产过程中,垫胶在生产的过程中,会用到挤出组件,原有挤出组件,只可满足两条垫胶同时挤出生产,生产效率相对较低。小规格部件由于开型尺寸较小,增加了胶料挤出时的挤出压力,易对口型板造成挤伤。同时由于死角区域的存在,会造成胶料回流,使部件挤出温度升高,存在熟胶的隐患,因此在使用时就需要用到一种同时挤出四条垫胶的口型组件;
3.现今市场上的此类装置种类繁多,基本可以满足人们的使用需求,但是依然存在一定的问题:传统的此类原有挤出组件只能满足两条垫胶同时进行生产,并且其流胶死区容易造成的回流升温温度,降低工作效率,因此适用性较弱。
技术实现要素:
4.本实用新型的目的是提供一种同时挤出四条垫胶的口型组件,用以解决现有的同时挤出四条垫胶的口型组件在使用时只能满足两条垫胶同时进行生产,并且其流胶死区容易造成的回流升温温度,降低工作效率的缺陷。
5.为了解决上述技术问题,本实用新型提供如下技术方案:
6.一种同时挤出四条垫胶的口型组件,包括流道组件、预口型组件以及口型板组件,胶料依次通过所述流道组件、预口型组件以及口型板组件挤出,在所述流道组件、预口型组件以及口型板组件上设置四个流胶通道。
7.进一步地:所述流道组件包括流道板以及设置在流道板上的流道分切板,将所述流道板分为四个流道。
8.进一步地:所述流道板的流道后开口小于流道前开口的宽度,每个流道靠近流道前开口处设置阻尼块。
9.进一步地:所述流道分切板的一端不与流道后开口的边缘对齐,所述流道分切板的另一端与流道前开口的边缘对齐。
10.进一步地:所述流道板为倾斜放置。
11.进一步地:所述预口型组件包括预口型前开口与预口型后开口组成的流胶通道,对应流道组件设置为四个,通过预口型前开口与所述流道后开口相对接。
12.进一步地:所述预口型组件安装在一个口型盒上。
13.进一步地:预口型前开口尺寸小于预口型后开口尺寸。
14.进一步地:所述口型板组件包括上板与下板,根据需要挤出的胶料的形状,在上板与下板上开设出四个出胶口。
15.本实用新型提供的一种同时挤出四条垫胶的口型组件,其优点在于:通过设置有
四组分流块,传统的将原有的挤出组件只能满足两条垫胶同时进行生产,并且其流胶死区容易造成的回流升温温度,降低工作效率,因此通过四组阻尼块,增加了口型板组件的开型面积,缓解了流胶死区造成的回流升温温度,从而提高了实用性。
附图说明
16.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
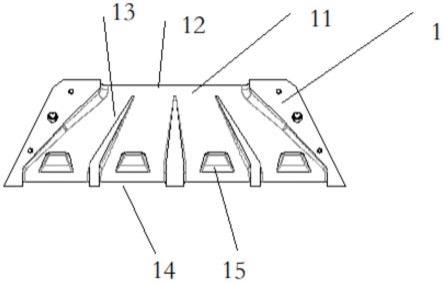
17.图1为本实用新型的流道组件结构示意图;
18.图2为本实用新型的预口型组件结构示意图;
19.图3为本实用新型的口型板组件结构示意图。
具体实施方式
20.为使本实用新型实施例的目的、技术方案和优点更加清楚,下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有作创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
21.请参阅图1-3,本实用新型提供的一种同时挤出四条垫胶的口型组件,一种同时挤出四条垫胶的口型组件,包括流道组件1、预口型组件2以及口型板组件3,胶料依次通过所述流道组件、预口型组件以及口型板组件挤出,在所述流道组件、预口型组件以及口型板组件上设置四个流胶通道。
22.流道组件包括流道板以及设置在流道板11上的流道分切板13,将所述流道板分为四个流道,流道板为倾斜放置。流道板的流道后开口12小于流道前开口14的宽度,每个流道靠近流道前开口处设置阻尼块15。流道分切板的一端不与流道后开口的边缘对齐,流道分切板的另一端与流道前开口的边缘对齐。在生产的过程中,终炼胶经过螺杆塑化剪切,从流道后开口流入,经流道分切角导流,将熔融的胶料分流至4个流胶通道,在各自的流胶通道内,分别装配控制基础胶块厚度的阻尼块,经阻尼块的阻挡,控制流下的速度,使得胶料从流道前开口均匀的挤出。
23.参见图2所示,预口型组件2包括预口型前开口21与预口型后开口23组成的流胶通道,对应流道组件设置为四个,通过预口型前开口与所述流道后开口相对接。预口型后开口的尺寸与流道前开口尺寸完全相同,装配后两开口完全对其,使得从流道流出的胶料完全导向预口型,预口型前开口尺寸小于后开口尺寸,胶料流经预口型后成逐渐收敛状态,准备从口型挤出。
24.预口型组件安装在一个口型盒22上形成一个整体。
25.参见图3所示,口型板组件3包括上板32与下板31,根据需要挤出的胶料的形状,在上板与下板上开设出四个出胶口33。根据口型板上对应的预口型出胶位置,在该空间范围内,对照标准产品尺寸,按照一定的压缩量,对口型板进行开型,同一个口型板上开出四个
产品轮廓,可以相同也可以不同,使从预口型前开口流出的胶料,经口型板塑形厚,完成四条垫胶同时挤出的目的。并加开垫胶边部的流胶倒角,增加边部的出胶压力,保证边部平顺挤出
26.本发明从流道组件1、预口型组件2和口型板组件3三个工装的设计角度出发,将原有的挤出组件只能满足两条垫胶同时挤出的设计理念升级,在现有挤出机型号的挤出上,设计可满足四条垫胶同时挤出的口型组件,在满足最大规格生产的挤出需求同时,将生产效率翻倍,由于增加了口型板组件的开型面积,缓解了流胶死区造成的回流升温温度,生产效率提升的同时,改善了产品挤出品质。
27.最后应说明的是:以上实施例仅用以说明本实用新型的技术方案,而非对其限制;尽管参照前述实施例对本实用新型进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本实用新型各实施例技术方案的精神和范围。
技术特征:
1.一种同时挤出四条垫胶的口型组件,其特征在于:包括流道组件、预口型组件以及口型板组件,胶料依次通过所述流道组件、预口型组件以及口型板组件挤出,在所述流道组件、预口型组件以及口型板组件上设置四个流胶通道。2.按照权利要求1所述的同时挤出四条垫胶的口型组件,其特征在于:所述流道组件包括流道板以及设置在流道板上的流道分切板,将所述流道板分为四个流道。3.按照权利要求2所述的同时挤出四条垫胶的口型组件,其特征在于:所述流道板的流道后开口小于流道前开口的宽度,每个流道靠近流道前开口处设置阻尼块。4.按照权利要求3所述的同时挤出四条垫胶的口型组件,其特征在于:所述流道分切板的一端不与流道后开口的边缘对齐,所述流道分切板的另一端与流道前开口的边缘对齐。5.按照权利要求1所述的同时挤出四条垫胶的口型组件,其特征在于:所述流道板为倾斜放置。6.按照权利要求3所述的同时挤出四条垫胶的口型组件,其特征在于:所述预口型组件包括预口型前开口与预口型后开口组成的流胶通道,对应流道组件设置为四个,通过预口型前开口与所述流道后开口相对接。7.按照权利要求6所述的同时挤出四条垫胶的口型组件,其特征在于:所述预口型组件安装在一个口型盒上。8.按照权利要求6所述的同时挤出四条垫胶的口型组件,其特征在于:预口型前开口尺寸小于预口型后开口尺寸。9.按照权利要求1所述的同时挤出四条垫胶的口型组件,其特征在于:所述口型板组件包括上板与下板,根据需要挤出的胶料的形状,在上板与下板上开设出四个出胶口。
技术总结
本实用新型涉及垫胶加工技术领域,提供一种同时挤出四条垫胶的口型组件,包括流道组件、预口型组件以及口型板组件,胶料依次通过所述流道组件、预口型组件以及口型板组件挤出,在所述流道组件、预口型组件以及口型板组件上设置四个流胶通道。解决现有的同时挤出四条垫胶的口型组件在使用时只能满足两条垫胶同时进行生产,并且其流胶死区容易造成的回流升温温度,降低工作效率的缺陷。降低工作效率的缺陷。降低工作效率的缺陷。
技术研发人员:张允飞 李勇 岳萍 周云翰 李广明 王福兴 杨大伟
受保护的技术使用者:赛轮(沈阳)轮胎有限公司
技术研发日:2022.06.07
技术公布日:2023/1/3
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1