一种冷冻去边类护套模具的制作方法
1.本实用新型涉及模具技术领域,尤其涉及一种冷冻去边类护套模具。
背景技术:
2.护套广泛用于汽车车门,后背箱处,其功能主要起密封和保护作用,能防止灰尘、雨水进入电子产品安装部位,是汽车电子系统的重要防护产品,它直接影响汽车的安全性,可靠性。传统护套模具,在上下模距离型腔0.3mm的位置开设撕边槽,在下模距离撕边槽1mm的位置开设余料槽,距离余料槽5mm的位置开设承压面,在生产时除了考虑产品型腔的单耗以外还得同时兼顾撕边槽及余料槽,采用人工撕边的形式,倘若胶料填不满撕边槽及余料槽,在去边时会因飞边不饱满导致一次去不彻底降低工作效率,偶有胶料残留的现象,影响产品的外观,且胶料利用率低、后道修整工作量大,若有胶料残留,第二模时就会形成老化胶,降低产品的合格率。
技术实现要素:
3.基于背景技术中存在的技术问题,本实用新型提出了一种冷冻去边类护套模具。
4.本实用新型提出的一种冷冻去边类护套模具,包括上模板、下模板和模芯组件;其中:
5.上模板、下模板上下布置,上模板底端开设有上装配槽且上模板底端位于上装配槽两侧位置均开设有多个上模腔,下模板顶端开设有与上装配槽相对应的下装配槽且下模板顶端位于下装配槽两侧位置均开设有多个下模腔,多个下模腔分别与多个上模腔一一对应设置,下模板顶端围绕下模腔开设有承压面;
6.模芯组件包括横梁,横梁两侧均安装有多个模芯,在合模状态下,上装配槽与下装配槽配合形成安装槽,多个上模腔分别与多个下模腔配合形成成型腔,横梁设置在安装槽内且多个模芯分别设置在多个成型腔内。
7.优选的,承压面与下模腔之间的距离为0.98-1.05mm。
8.优选的,还包括第一抬模板和两个第二抬模板;下模板上位于下装配槽底端位置开设有第一凹槽,下模板上位于第一凹槽两侧位置均开设有第二凹槽;第一抬模板装配在第一凹槽内,第一抬模板上固定有固定轴且固定轴与横梁转动配合连接;两个第二抬模板分别装配在两个第二凹槽内且两个第二抬模板分别与第一抬模板两端连接。
9.优选的,第一凹槽内固定有定位销,定位销顶端依次贯穿第一抬模板、横梁且定位销与第一抬模板、横梁滑动配合。
10.优选的,上装配槽内设置有插销,插销底端依次贯穿横梁、第一抬模板且插销与横梁、第一抬模板滑动配合。
11.优选的,还包括流道板,流道板设置在上模板上方。
12.优选的,下模板上设置有多个导柱,多个导柱顶端均依次贯穿上模板、流道板且导柱与上模板、流道板滑动配合。本实用新型提出的一种冷冻去边类护套模具。
13.本实用新型提出的一种冷冻去边类护套模具,为注压结构,包括流道板、上模板、下模板、以及模芯组件,取消了原有的上下模撕边槽及余料槽,改手工去边为冷冻去边,设计时仅在下模板距离下模腔1mm的位置开设承压面,由于整个模具的承压面积减小会使得上下模很好的贴合从而使产品飞边非常薄,此时只需将产品填入冷冻机冷冻去边即可,在提高橡胶产品的质量和生产合格率的同时,大大的减少了人力资源的投入。
附图说明
14.图1为本实用新型提出的一种冷冻去边类护套模具的结构示意图;
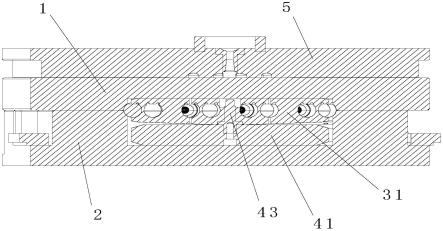
15.图2为本实用新型提出的一种冷冻去边类护套模具的剖视图;
16.图3为本实用新型提出的一种冷冻去边类护套模具中上模板的结构示意图;
17.图4为本实用新型提出的一种冷冻去边类护套模具中下模板的结构示意图;
18.图5为图4中a处放大图;
19.图6为本实用新型提出的一种冷冻去边类护套模具中模芯组件的结构示意图;
20.图7为本实用新型提出的一种冷冻去边类护套模具中模芯组件与下模板的装配图。
具体实施方式
21.参照图1-图7,本实用新型提出一种冷冻去边类护套模具,包括流道板5、上模板1、下模板2和模芯组件;其中:
22.流道板5、上模板1、下模板2上下布置,上模板1底端开设有上装配槽11且上模板1底端位于上装配槽11两侧位置均开设有多个上模腔12,下模板2顶端开设有与上装配槽11相对应的下装配槽21且下模板2顶端位于下装配槽21两侧位置均开设有多个下模腔22,多个下模腔22分别与多个上模腔12一一对应设置,下模板2顶端围绕下模腔22开设有承压面23,承压面23与下模腔22之间的距离为1mm。
23.模芯组件包括横梁31,横梁31两侧均安装有多个模芯32,在合模状态下,上装配槽11与下装配槽21配合形成安装槽,多个上模腔12分别与多个下模腔22配合形成成型腔,横梁31设置在安装槽内且多个模芯32分别设置在多个成型腔内。
24.本实施例中的护套模具,为注压结构,包括流道板5、上模板1、下模板2、以及模芯组件,取消了原有的上下模撕边槽及余料槽,改手工去边为冷冻去边,设计时仅在下模板2距离下模腔22的1mm位置开设承压面23,由于整个模具的承压面积减小会使得上下模很好的贴合从而使产品飞边非常薄,此时只需将产品填入冷冻机冷冻去边即可。去边时,将冷冻机的温度设置在该胶料的玻璃化温度之下,在低于玻璃化温度时产品就会变得很脆,尤其为分型飞边那里,又薄又脆,这个时候通过冷冻粒子的撞击,飞边可以很轻易的脱落,而且该类产品一般一次可以冷冻150件到200件左右,一次只需10分钟,大大提高了产品的去边速度,很好的降低了人工成本。
25.本实施例中,为方便产品脱模,如图6、图7所示,还包括第一抬模板41和两个第二抬模板42。下模板2上位于下装配槽21底端位置开设有第一凹槽24,下模板2上位于第一凹槽24两侧位置均开设有第二凹槽25。第一抬模板41装配在第一凹槽24内,第一抬模板41上固定有固定轴43且固定轴43与横梁31转动配合连接;两个第二抬模板42分别装配在两个第
二凹槽25内且两个第二抬模板42分别与第一抬模板41两端连接。
26.进一步的,如图6、图7所示,为方便模芯组件的装配,第一凹槽24内固定有定位销26,定位销26顶端依次贯穿第一抬模板41、横梁31且定位销26与第一抬模板41、横梁31滑动配合。上装配槽11内设置有插销13,插销13底端依次贯穿横梁31、第一抬模板41且插销13与横梁31、第一抬模板41滑动配合。
27.在具体实施例中,如图7所示,为方便模具装配,下模板2上设置有多个导柱27,多个导柱27顶端均依次贯穿上模板1、流道板5且导柱27与上模板1、流道板5滑动配合。
28.以上所述,仅为本实用新型较佳的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,根据本实用新型的技术方案及其实用新型构思加以等同替换或改变,都应涵盖在本实用新型的保护范围之内。
技术特征:
1.一种冷冻去边类护套模具,其特征在于,包括上模板(1)、下模板(2)和模芯组件;其中:上模板(1)、下模板(2)上下布置,上模板(1)底端开设有上装配槽(11)且上模板(1)底端位于上装配槽(11)两侧位置均开设有多个上模腔(12),下模板(2)顶端开设有与上装配槽(11)相对应的下装配槽(21)且下模板(2)顶端位于下装配槽(21)两侧位置均开设有多个下模腔(22),多个下模腔(22)分别与多个上模腔(12)一一对应设置,下模板(2)顶端围绕下模腔(22)开设有承压面(23);模芯组件包括横梁(31),横梁(31)两侧均安装有多个模芯(32),在合模状态下,上装配槽(11)与下装配槽(21)配合形成安装槽,多个上模腔(12)分别与多个下模腔(22)配合形成成型腔,横梁(31)设置在安装槽内且多个模芯(32)分别设置在多个成型腔内。2.根据权利要求1所述的冷冻去边类护套模具,其特征在于,承压面(23)与下模腔(22)之间的距离为0.98-1.05mm。3.根据权利要求1所述的冷冻去边类护套模具,其特征在于,还包括第一抬模板(41)和两个第二抬模板(42);下模板(2)上位于下装配槽(21)底端位置开设有第一凹槽(24),下模板(2)上位于第一凹槽(24)两侧位置均开设有第二凹槽(25);第一抬模板(41)装配在第一凹槽(24)内,第一抬模板(41)上固定有固定轴(43)且固定轴(43)与横梁(31)转动配合连接;两个第二抬模板(42)分别装配在两个第二凹槽(25)内且两个第二抬模板(42)分别与第一抬模板(41)两端连接。4.根据权利要求3所述的冷冻去边类护套模具,其特征在于,第一凹槽(24)内固定有定位销(26),定位销(26)顶端依次贯穿第一抬模板(41)、横梁(31)且定位销(26)与第一抬模板(41)、横梁(31)滑动配合。5.根据权利要求3所述的冷冻去边类护套模具,其特征在于,上装配槽(11)内设置有插销(13),插销(13)底端依次贯穿横梁(31)、第一抬模板(41)且插销(13)与横梁(31)、第一抬模板(41)滑动配合。6.根据权利要求1-5中任一项所述的冷冻去边类护套模具,其特征在于,还包括流道板(5),流道板(5)设置在上模板(1)上方。7.根据权利要求6所述的冷冻去边类护套模具,其特征在于,下模板(2)上设置有多个导柱(27),多个导柱(27)顶端均依次贯穿上模板(1)、流道板(5)且导柱(27)与上模板(1)、流道板(5)滑动配合。
技术总结
本实用新型提出了一种冷冻去边类护套模具,包括上模板、下模板和模芯组件;上模板底端开设有上装配槽且上模板底端位于上装配槽两侧位置均开设有多个上模腔,下模板顶端开设有与上装配槽相对应的下装配槽且下模板顶端位于下装配槽两侧位置均开设有多个下模腔,多个下模腔分别与多个上模腔一一对应设置,下模板顶端围绕下模腔开设有承压面;模芯组件包括横梁,横梁两侧均安装有多个模芯。本实用新型在下模板距离下模腔1mm的位置开设承压面,由于整个模具的承压面积减小会使得上下模很好的贴合从而使产品飞边非常薄,此时只需将产品填入冷冻机冷冻去边即可,在提高橡胶产品的质量和生产合格率的同时,大大的减少了人力资源的投入。投入。投入。
技术研发人员:韩双能 李胜 刘雨婷 刘智辉 张洪镇 席志刚
受保护的技术使用者:安徽宁国中鼎模具制造有限公司
技术研发日:2022.06.17
技术公布日:2022/11/15
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1