可对模腔抽气的模具的制作方法
1.本实用新型涉及模具的技术领域,特别涉及一种可对模腔抽气的模具。
背景技术:
2.模具在注塑成型时,模具的成型腔体内的气体会在塑胶熔料的挤压下从模具的缝隙排出去。但有些模具由于产品形状限制,导致成型腔体内有高低落差,在成型腔体内较高的位置的气体就很容易来不及排出而被塑胶包在成型腔体内,从而产品产生困气,影响产品的成型质量。目前,解决模具困气问题一般采用在模具中设计各种类型的排气槽或孔,但这些排气结构的通用性差,模具加工难度大,生产成本高。
技术实现要素:
3.针对现有技术存在的问题,本实用新型提供一种可对模腔抽气的模具。
4.为实现上述目的,本实用新型提出的可对模腔抽气的模具,包括:后模板和固定在后模板内的后模仁,后模仁的分型面上设有用于成型产品的斜面。斜面的第一端高于其第二端,斜面的第一端内嵌设有至少一个排气镶件,且排气镶件的顶部端面与斜面平齐。后模板的外壁上设有与排气镶件一一对应的真空发生器,真空发生器与其对应的排气镶件的底部通过气路连通,气路开设在后模板及后模仁内。
5.优选地,排气镶件由若干t型镶块组成,若干t型镶块通过一插销串接在一起,插销的长度小于若干t型镶块的总厚度,且插销与t型镶块之间过度配合。
6.优选地,后模仁包括:模仁镶件和模仁座,模仁镶件开设有t型通孔,排气镶件的顶端置于t型通孔内,排气镶件的底端抵在模仁座的顶部端面,气路开设在后模板、模仁座及模仁镶件内。
7.优选地,模仁座的顶部端面开设有与气路连通的v型集气槽,若干t型镶块的底部位于v型集气槽的上方。
8.优选地,模仁座与后模板的贴合面上设有套在气路外周侧的密封胶圈。
9.与现有技术相比,本实用新型的有益效果在于:通过在成型产品的斜面较高的一端嵌设排气镶件,可及时将成型腔体内较高的位置的气体排走,大大减少困气现象,而且排气镶件的结构通用性好,模具加工更加方便,生产成本更低。
附图说明
10.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图示出的结构获得其他的附图。
11.图1为本实用新型一实施例的立体结构图;
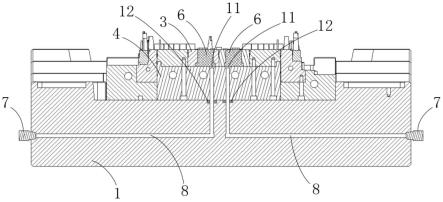
12.图2为本实用新型一实施例的截面结构图;
13.图3为本实用新型一实施例中排气镶件的立体结构图;
14.本实用新型目的实现、功能特点及优点将结合实施例,参照附图做进一步说明。
具体实施方式
15.本实用新型提出一种可对模腔抽气的模具。
16.参照图1-3,图1为本实用新型一实施例的立体结构图,图2为本实用新型一实施例的截面结构图,图3为本实用新型一实施例中排气镶件的立体结构图。
17.如图1-3所示,在本实用新型实施例中,该可对模腔抽气的模具,包括:后模板1和固定在后模板1内的后模仁,后模仁包括:模仁镶件3和模仁座4。模仁镶件3的分型面上设有用于成型产品的斜面5。斜面5的第一端高于其第二端,斜面5的第一端内嵌设有至少一个排气镶件6,且排气镶件6的顶部端面与斜面5平齐。后模板1的外壁上设有与排气镶件6一一对应的真空发生器7,真空发生器7与其对应的排气镶件6的底部通过气路8连通,气路8开设在后模板1及后模仁内。其中,排气镶件6由若干t型镶块9组成,若干t型镶块9通过一插销10串接在一起,插销10的长度小于若干t型镶块9的总厚度,且插销10与t型镶块9之间过度配合,可实现先将若干t型镶块9预组装成排气镶件6,再将排气镶件6安装到模仁镶件3内,组装更加方便。
18.注塑时,启动真空发生器7,成型腔体内较高处的气体在真空发生器7的作用下,通过各t型镶块9之间的间隙,以及,t型镶块9与模仁镶件3之间的间隙流进气路8,再经气路8排走,从而及时将成型腔体内较高的位置的气体排走,大大减少困气现象,而且排气镶件6的结构通用性好,模具加工更加方便,生产成本更低。
19.如图2所示,模仁镶件3开设有t型通孔,排气镶件6的顶端置于t型通孔内,排气镶件6的底端抵在模仁座4的顶部端面,气路8开设在后模板1、模仁座4及模仁镶件3内,从而实现将排气镶件6固定住,而且使得安装排气镶件6非常方便,加工气路8也方便。
20.进一步地,在本实施例中,如图2所示,模仁座4的顶部端面开设有与气路8连通的v型集气槽11,若干t型镶块9的底部位于v型集气槽11的上方,通过设置v型集气槽11,增加了气路8与各t型镶块9缝隙间的导气面积,气流能快速的聚集在v型集气槽11内,再经气路8排走,提高了排气效率。
21.进一步地,在本实施例中,如图2所示,模仁座4与后模板1的贴合面上设有套在气路8外周侧的密封胶圈12,防止气路8发生漏气而降低排气效率。
22.以上所述仅为本实用新型的优选实施例,并非因此限制本实用新型的专利范围,凡是在本实用新型的实用新型构思下,利用本实用新型说明书及附图内容所作的等效结构变换,或直接/间接运用在其他相关的技术领域均包括在本实用新型的专利保护范围内。
技术特征:
1.一种可对模腔抽气的模具,包括:后模板和固定在所述后模板内的后模仁,所述后模仁的分型面上设有用于成型产品的斜面;其特征在于,所述斜面的第一端高于其第二端,所述斜面的第一端内嵌设有至少一个排气镶件,且所述排气镶件的顶部端面与所述斜面平齐;所述后模板的外壁上设有与所述排气镶件一一对应的真空发生器,所述真空发生器与其对应的所述排气镶件的底部通过气路连通,所述气路开设在所述后模板及后模仁内。2.如权利要求1所述的可对模腔抽气的模具,其特征在于,所述排气镶件由若干t型镶块组成,若干所述t型镶块通过一插销串接在一起,所述插销的长度小于若干所述t型镶块的总厚度,且所述插销与所述t型镶块之间过度配合。3.如权利要求2所述的可对模腔抽气的模具,其特征在于,所述后模仁包括:模仁镶件和模仁座,所述模仁镶件开设有t型通孔,所述排气镶件的顶端置于所述t型通孔内,所述排气镶件的底端抵在所述模仁座的顶部端面,所述气路开设在所述后模板、模仁座及模仁镶件内。4.如权利要求3所述的可对模腔抽气的模具,其特征在于,所述模仁座的顶部端面开设有与所述气路连通的v型集气槽,若干所述t型镶块的底部位于所述v型集气槽的上方。5.如权利要求3所述的可对模腔抽气的模具,其特征在于,所述模仁座与所述后模板的贴合面上设有套在所述气路外周侧的密封胶圈。
技术总结
本实用新型公开了一种可对模腔抽气的模具,包括:后模板和固定在后模板内的后模仁,后模仁的分型面上设有用于成型产品的斜面。斜面的第一端高于其第二端,斜面的第一端内嵌设有至少一个排气镶件,且排气镶件的顶部端面与斜面平齐。后模板的外壁上设有与排气镶件一一对应的真空发生器,真空发生器与其对应的排气镶件的底部通过气路连通,气路开设在后模板及后模仁内。本实用新型的有益效果在于:通过在成型产品的斜面较高的一端嵌设排气镶件,可及时将成型腔体内较高的位置的气体排走,大大减少困气现象,而且排气镶件的结构通用性好,模具加工更加方便,生产成本更低。生产成本更低。生产成本更低。
技术研发人员:梁祖强 梁祖健
受保护的技术使用者:深圳市立品塑胶模具制品有限公司
技术研发日:2022.07.12
技术公布日:2022/11/8
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1