一种胶料出片结构的制作方法
1.本实用新型涉及轮胎胶料生产领域,具体地而言为一种胶料出片结构。
背景技术:
2.轮胎是轿车、卡车等交通工具不可或缺的部件,这些交通工具的性能与轮胎的特性密切相关;炼胶工序是轮胎制作好坏的核心区域,胶料炼制的好坏直接取决于生产出轮胎的性能好坏,所以说轮胎品质好坏60%在于炼胶产出的胶料性能。
3.完成胶料的生产流程为:原胶块根据mes配方进行制定重量配称,投入制定配方胶料;通过投入密炼机在指定温度、压力、转速下进行混炼;在胶料达到制定混炼时间、达到设计排胶温度后进行排胶至双螺杆挤出压片;通过双螺杆捏合,压片出片达到胶料混炼称片的目的;通过隔离剂浸泡系统,使胶料正反面粘附隔离剂,防止在胶料建跺时造成粘朵;通过爬坡皮带,胶片冷却系统冷却后进行摆胶成跺,为半成品车间提供使用胶料。
4.在神钢620密炼机生产过程,由于胶片整体出片宽度为1400mm,到建朵时胶片宽度为700mm,中间需要增加一分二裁刀,将胶片一分二,在两个建朵进行分别建朵;但由于挤出机挤出胶片厚度不均(两端厚,中间薄,是挤出机内部设计问题,无法解决),在分切后,变成一端厚,一端薄,在建朵时,胶料整体向薄侧倾斜,造成倒朵;
5.在发生上述情况时,会影响整体胶料进入立库(外观不合格),堵塞线体,造成现场所有机台胶料上不了立库而停产。
技术实现要素:
6.本实用新型所要解决的技术问题在于提供一种胶料出片结构,应用于密炼工程胶料混炼生产,经过该结构使得胶料在挤出后胶片整体厚度一致,解决在建朵位置因胶片厚度不一致导致的到跺问题。
7.本实用新型是这样实现的,
8.一种胶料出片结构,该结构设置在挤出机的挤出口,包括:平行的气动压辊及托辊,所述胶料通过气动压辊和托辊之间,所述气动压辊为变径辊筒,中间辊径小于两侧辊径。
9.进一步地,在气动压辊和托辊的出料侧设置水冷池。
10.进一步地,所述气动压辊包括辊芯与套设在辊芯上的旁压辊套与中压辊套,所述旁压辊套与中压辊套之间具有高度差,在旁压辊套与中压辊套的对接处为直径渐变的结构。
11.进一步地,所述旁压辊直径为φ120mm,中压辊直径为115mm。
12.进一步地,所述气动压辊与托辊的一端通过链轮链接。
13.进一步地,所述托辊安装高度低于压片机下辊筒上表面30mm-50mm。
14.进一步地,所述气动压辊及托辊采用304不锈钢。
15.本实用新型与现有技术相比,有益效果在于:
16.本新型在出片后位置增加一组气动压辊及托辊,气动压辊为变径辊筒,中间辊径与两侧不同,中间直径小,两侧直径大,通过气缸施加外力后将胶片厚度进行均一压片(刚挤出胶片热度高,容易塑性),通过后方水冷池进行胶片急冷,使胶片快速定型,解决拉升变形问题。
附图说明
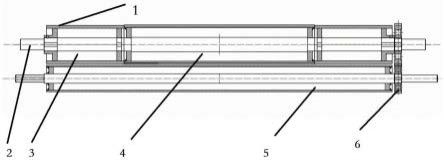
17.图1为本实用新型提供的胶料出片结构的结构示意图。
具体实施方式
18.为了使本实用新型的目的、技术方案及优点更加清楚明白,以下结合实施例,对本实用新型进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本实用新型,并不用于限定本实用新型。
19.参见图1所示,一种胶料出片结构,该结构设置在挤出机的挤出口,包括:平行的气动压辊1及托辊5,胶料通过气动压辊和托辊之间,气动压辊为变径辊筒,中间辊径小于两侧辊径。包括:气动压辊包括上压辊,以及驱动并给予上压辊一个压力的气缸,托辊位于上压辊下方,平行设置。
20.上压辊包括辊芯2与套设在辊芯上的旁压辊套3与中压辊套4,旁压辊套与中压辊套之间具有高度差,在旁压辊套与中压辊套的对接处为直径渐变的结构。旁压辊直径为φ120mm,中压辊直径为115mm,通过直径差解决厚度不一致问题。
21.上压辊与托辊链接为链条6链接,保证上下辊输出速度一致性;
22.整体上下压力由直径100mm风缸提供,风缸风压为0.7mpa压缩空气提供,整体控制由电磁阀手动控制,在出片后放下上压辊;此处的动力系统为常规设置,不在赘述。
23.整体安装时,保证下托辊安装高度低于压片机下辊筒上表面30mm-50mm,保证出片顺畅不挤胶,整体压辊材质选用304不锈钢进行,解决因长期水蒸气浸泡造成的腐蚀。
24.通过后方水冷池进行胶片急冷,使胶片快速定型。
25.以上所述仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本实用新型的保护范围之内。
技术特征:
1.一种胶料出片结构,其特征在于,该结构设置在挤出机的挤出口,包括:平行的气动压辊及托辊,所述胶料通过气动压辊和托辊之间,所述气动压辊为变径辊筒,中间辊径小于两侧辊径。2.按照权利要求1所述的胶料出片结构,其特征在于,在气动压辊和托辊的出料侧设置水冷池。3.按照权利要求1所述的胶料出片结构,其特征在于,所述气动压辊包括辊芯与套设在辊芯上的旁压辊套与中压辊套,所述旁压辊套与中压辊套之间具有高度差,在旁压辊套与中压辊套的对接处为直径渐变的结构。4.按照权利要求3所述的胶料出片结构,其特征在于,所述旁压辊直径为φ120mm,中压辊直径为115mm。5.按照权利要求1所述的胶料出片结构,其特征在于,所述气动压辊与托辊的一端通过链轮链接。6.按照权利要求1所述的胶料出片结构,其特征在于,所述托辊安装高度低于压片机下辊筒上表面30mm-50mm。7.按照权利要求1所述的胶料出片结构,其特征在于,所述气动压辊及托辊采用304不锈钢。
技术总结
本实用新型涉及轮胎胶料生产领域,具体地而言为一种胶料出片结构,该结构设置在挤出机的挤出口,包括:平行的气动压辊及托辊,所述胶料通过气动压辊和托辊之间,所述气动压辊为变径辊筒,中间辊径小于两侧辊径。本新型在出片后位置增加一组气动压辊及托辊,气动压辊为变径辊筒,中间辊径与两侧不同,中间直径小,两侧直径大,通过气缸施加外力后将胶片厚度进行均一压片,通过后方水冷池进行胶片急冷,使胶片快速定型,解决拉升变形问题。解决拉升变形问题。解决拉升变形问题。
技术研发人员:杨鹏 董德成 王欣培 王栋
受保护的技术使用者:赛轮(沈阳)轮胎有限公司
技术研发日:2022.07.29
技术公布日:2022/12/20
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1