一种双管汽车尾气焊接工装的制作方法
1.本实用新型涉及尾气检测装置技术领域,特别涉及一种双管汽车尾气焊接工装。
背景技术:
2.专利号:cn201920301016.4提供的“双管汽车尾气转接工装”,通过胶管与其对应的管道口径相同,使得胶管充分发挥因弹力产生的贴合作用,配合喉箍固定牢固,气密性好,但是存在下述问题:
3.1、由于耐高温胶管具有弹性,需要将耐高温胶管与尾气抽排管紧密贴合,在贴合时需要用手朝外拉动耐高温胶管,在将耐高温胶管卡入尾气抽排管,容易导致使用人员套入时手部脏乱;
4.2、用手拉动后的耐高温胶管,由于手指需要伸入耐高温胶管内,同时由于汽车的空间限制,增加了耐高温胶管卡入尾气抽排管的难度,使用不便。
技术实现要素:
5.本实用新型的目的在于,至少解决现有技术中存在的技术问题之一,提供一种双管汽车尾气焊接工装,通过第一连接杆和第二连接杆带动夹块慢慢朝内移动,在将第二耐高温胶管卡入夹块的外部,在朝右移动第一连接杆,进而带动夹块朝外移动,将第二耐高温胶管套入外界尾气抽排管和人字形焊接管上,增加套设的便捷性,同时便于拆卸。
6.本实用新型技术方案是,一种双管汽车尾气焊接工装,包括:人字形焊接管,所述人字形焊接管的左端设置有限位装置;所述限位装置包括移动块,所述人字形焊接管的左端且位于前后两侧均开设有滑槽,所述滑槽的内侧面与移动块滑动连接;
7.所述移动块的左端转动连接有夹块,所述夹块呈弧形,且外部套有第二耐高温胶管。
8.根据所述的双管汽车尾气焊接工装,所述人字形焊接管分叉的一端均套设有第一耐高温胶管。第一耐高温胶管与外界的尾气排放口相连接。
9.根据所述的双管汽车尾气焊接工装,两个所述移动块的上端固定连接有固定架,所述人字形焊接管的外侧壁开设有限位孔,所述固定架与人字形焊接管通过限位孔和螺栓固定。通过螺栓和固定架带动移动块进行固定。
10.根据所述的双管汽车尾气焊接工装,两个所述夹块相互远离的一端转动连接有第二连接杆,所述第二连接杆的另一端转动连接有第一连接杆,所述第一连接杆远离第二连接杆连接处的一端与人字形焊接管的外侧壁转动连接。通过第一连接杆和的第二连接杆带动夹块转动。
11.根据所述的双管汽车尾气焊接工装,所述第一连接杆的外侧壁固定连接有按压块。增加按压时的舒适感。
12.上述方案具有的有益效果:通过第一连接杆和第二连接杆带动夹块慢慢朝内移动,在将第二耐高温胶管卡入夹块的外部,在朝右移动第一连接杆,进而带动夹块朝外移
动,带动第二耐高温胶管慢慢撑开,套入外界的尾气抽排管上,限位装置中的螺栓朝下,在通过限位装置中螺栓带动夹块朝向人字形焊接管移动,进而实现将第二耐高温胶管套入外界尾气抽排管和人字形焊接管上,增加套设的便捷性,同时便于拆卸,减少人为的操作。
13.本实用新型的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本实用新型的实践了解到。
附图说明
14.下面结合附图和实施例对本实用新型进一步地说明;
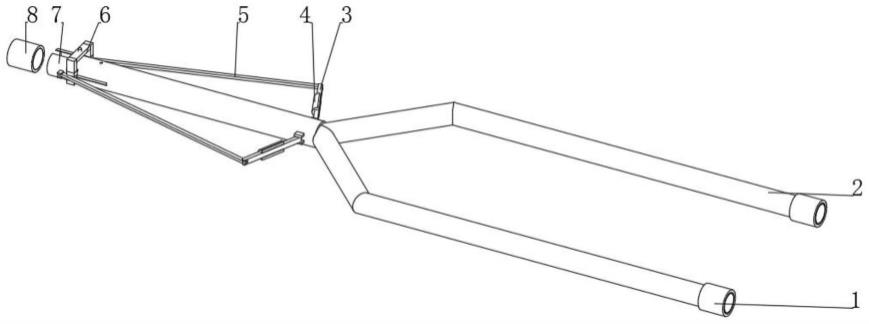
15.图1为本实用新型一种双管汽车尾气焊接工装的结构图;
16.图2为本实用新型一种双管汽车尾气焊接工装的正视图;
17.图3为本实用新型一种双管汽车尾气焊接工装的侧视图;
18.图4为本实用新型一种双管汽车尾气焊接工装中限位装置的结构图。
19.图例说明:
20.1、第一耐高温胶管;2、人字形焊接管;3、按压块;4、第一连接杆;5、第二连接杆;6、限位装置;601、滑槽;602、限位孔;603、移动块;604、固定架;7、夹块;8、第二耐高温胶管。
具体实施方式
21.本部分将详细描述本实用新型的具体实施例,本实用新型之较佳实施例在附图中示出,附图的作用在于用图形补充说明书文字部分的描述,使人能够直观地、形象地理解本实用新型的每个技术特征和整体技术方案,但其不能理解为对本实用新型保护范围的限制。
22.参照图1-4,本实用新型实施例一种双管汽车尾气焊接工装,其包括:人字形焊接管2,人字形焊接管2分叉的一端均套设有第一耐高温胶管1,第一耐高温胶管1与外界的尾气排放口相连接,人字形焊接管2的左端设置有限位装置6。
23.限位装置6包括移动块603,人字形焊接管2的左端且位于前后两侧均开设有滑槽601,滑槽601的内侧面与移动块603滑动连接,两个移动块603的上端固定连接有固定架604,人字形焊接管2的外侧壁开设有限位孔602,固定架604与人字形焊接管2通过限位孔602和螺栓固定,限位孔602的数量至少有两个,且均落在滑槽601所在的水平面上,通过螺纹拧入固定架604和人字形焊接管2内,实现固定架604与人字形焊接管2进行固定,阻挡了移动块603移动。
24.移动块603的左端转动连接有夹块7,夹块7呈弧形,且外部套有第二耐高温胶管8,两个夹块7相互远离的一端转动连接有第二连接杆5,第二连接杆5的另一端转动连接有第一连接杆4,第一连接杆4远离第二连接杆5连接处的一端与人字形焊接管2的外侧壁转动连接,第一连接杆4的外侧壁固定连接有按压块3,按压块3可采用弹性材质制成,如:橡胶,通过用手抓住按压块3,带动第一连接杆4朝向左移动,进而带动第二连接杆5朝左移动,带动夹块7朝外内转动,进而便于夹块7的外部卡入第二耐高温胶管8,夹块7的外侧壁可采用凹部不平的方式,增加第二耐高温胶管8的摩擦力,在朝右拉动第一连接杆4,带动第二连接杆5朝右移动,带动夹块7外部套设的第二耐高温胶管8慢慢撑开,在慢慢套入外界的尾气抽排管上,由于第二耐高温胶管8具有弹性,带动夹块7对外界的尾气抽排管进行约束,且约束后
夹块7与人字形焊接管2的外侧壁紧密贴合,在通过拧下固定架604上的螺栓,在将移动块603移动至右侧,通过将螺栓通过另外的限位孔602将固定架604与人字形焊接管2固定,实现第二耐高温胶管8将外界的尾气抽排管与人字形焊接管2之间实现密封。
25.可通过外界的喉箍在将第二耐高温胶管8进行紧固,增加密封效果,为了增加密封效果,夹块7上可开设有与喉箍紧的槽体,增加夹持和密封的效果。
26.工作原理:使用时,通过第一连接杆4和第二连接杆5带动夹块7慢慢朝内移动,在将第二耐高温胶管8卡入夹块7的外部,在朝右移动第一连接杆4,进而带动夹块7朝外移动,带动第二耐高温胶管8慢慢撑开,套入外界的尾气抽排管上,限位装置6中的螺栓朝下,在通过限位装置6中螺栓带动夹块7朝向人字形焊接管2移动,进而实现将第二耐高温胶管8套入外界尾气抽排管和人字形焊接管2上,增加套设的便捷性,同时便于拆卸。
27.上面结合附图对本实用新型实施例作了详细说明,但是本实用新型不限于上述实施例,在所属技术领域普通技术人员所具备的知识范围内,还可以在不脱离本实用新型宗旨的前提下做出各种变化。
技术特征:
1.一种双管汽车尾气焊接工装,包括:人字形焊接管(2),其特征在于,所述人字形焊接管(2)的左端设置有限位装置(6);所述限位装置(6)包括移动块(603),所述人字形焊接管(2)的左端且位于前后两侧均开设有滑槽(601),所述滑槽(601)的内侧面与移动块(603)滑动连接;所述移动块(603)的左端转动连接有夹块(7),所述夹块(7)呈弧形,且外部套有第二耐高温胶管(8)。2.根据权利要求1所述的双管汽车尾气焊接工装,其特征在于,所述人字形焊接管(2)分叉的一端均套设有第一耐高温胶管(1)。3.根据权利要求1所述的双管汽车尾气焊接工装,其特征在于,两个所述移动块(603)的上端固定连接有固定架(604),所述人字形焊接管(2)的外侧壁开设有限位孔(602),所述固定架(604)与人字形焊接管(2)通过限位孔(602)和螺栓固定。4.根据权利要求1所述的双管汽车尾气焊接工装,其特征在于,两个所述夹块(7)相互远离的一端转动连接有第二连接杆(5),所述第二连接杆(5)的另一端转动连接有第一连接杆(4),所述第一连接杆(4)远离第二连接杆(5)连接处的一端与人字形焊接管(2)的外侧壁转动连接。5.根据权利要求4所述的双管汽车尾气焊接工装,其特征在于,所述第一连接杆(4)的外侧壁固定连接有按压块(3)。
技术总结
本实用新型公开了一种双管汽车尾气焊接工装,其包括:人字形焊接管,所述人字形焊接管的左端设置有限位装置;所述限位装置包括移动块,所述人字形焊接管的左端且位于前后两侧均开设有滑槽,所述滑槽的内侧面与移动块滑动连接。本实用新型中,通过第一连接杆和第二连接杆带动夹块慢慢朝内移动,在将第二耐高温胶管卡入夹块的外部,在朝右移动第一连接杆,进而带动夹块朝外移动,带动第二耐高温胶管慢慢撑开,套入外界的尾气抽排管上,限位装置中的螺栓朝下,在通过限位装置中螺栓带动夹块朝向人字形焊接管移动,进而实现将第二耐高温胶管套入外界尾气抽排管和人字形焊接管上,增加套设的便捷性,同时便于拆卸。同时便于拆卸。同时便于拆卸。
技术研发人员:李明杰 董启龙 顾程凯
受保护的技术使用者:无锡市大德汽车部件科技有限公司
技术研发日:2022.08.25
技术公布日:2023/2/16
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1