一种注塑模具顶出用扣机组件的制作方法
1.本实用新型涉及注塑模具辅助机构技术领域,具体为一种注塑模具顶出用扣机组件。
背景技术:
2.塑料制品注塑完成后,需要从模具型芯上顶出,顶出机构的设计需要考虑到产品的具体形状的区别,以免因局部区域特征过于复杂而导致顶出时,局部区域容易顶坏导致产品报废;不同的产品结构需要不同的顶出脱模机构,因而需要更多的机构创新设计及对应的模具结构设计,特别是产品带有倒扣时,由于产品的倒扣中经常会包含深筋,而产品的深筋经常会粘在斜顶上,影响产品顺利脱模;
3.面对较为复杂的模具时,往往需要多级的顶出动作,对应不同顶出动作,需要多模具没模板进行限位定位;现有的是顶出扣机装置,为整体式设计,不同模具采用不同的尺寸大小,造成了材料的浪费,并且其加工难度较大。
技术实现要素:
4.本实用新型的目的在于提供一种注塑模具顶出用扣机组件,以解决上述背景技术中提出的问题。
5.为实现上述目的,本实用新型提供如下技术方案:
6.一种注塑模具顶出用扣机组件;包括扣机固定块、扣机外壳和扣机挡块;所述扣机固定块的两端安装在模具固定板上;所述扣机外壳滑动套设在扣机固定块的上,并且嵌入活动模板中,所述扣机挡块伸入分离模板中,并且架接在扣机外壳上,随扣机外壳一同升降;
7.进一步的,所述扣机固定块的端部开设有定位凸块,中部预留有活动槽;所述定位凸块卡设在模具固定板侧边,通过定位螺孔进行固定;所述活动槽的上边沿开设定位斜边;所述定位斜边用于阻挡并推进扣机挡块;
8.进一步的,所述扣机外壳滑动扣设在扣机固定块上,所述扣机外壳的上端设有顶升凸块,下端开设有顶升槽,所述顶升槽的一端为推进斜边;所述扣机挡块一端架接在顶升槽内,另一端伸入分离模板中;
9.进一步的,所述扣机外壳上开设有顶升螺孔,用于与活动模板装配。
10.进一步的,所述扣机挡块的一端设置有贴合斜边,所述贴合斜边的开设角度与推进斜边的角度吻合。
11.与现有技术相比,本实用新型的有益效果如下:
12.采用本实用新型,整体结构清晰简洁,成本可控,模块化可替换的扣机固定块设计,满足多种产品不同顶升高度的要求;通过对扣机挡块进行斜坡定位推进的方式,实现了顶升和分离动作的快速切换;整体无复杂机构和多余动力设置;模块化可定制化的结构,减少设计与生产成本,整体耐用,装配简单,提高了模具的顶出效率。
附图说明
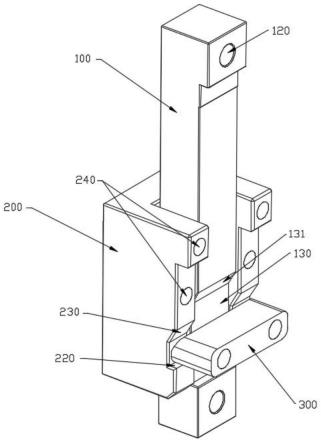
13.图1为本实用新型的整体结构示意图;
14.图2为本实用新型主视图;
15.图3为本实用新型的安装示意图。
具体实施方式
16.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。
17.参考图1-3所示,一种注塑模具顶出用扣机组件;包括扣机固定块100、扣机外壳200和扣机挡块300;所述扣机固定块100的两端安装在模具固定板410上;所述扣机外壳200滑动套设在扣机固定块 100的上,并且嵌入活动模板421中,所述扣机挡块300伸入分离模板422中,并且架接在扣机外壳200上,随扣机外壳200一同升降;
18.进一步的,所述扣机固定块100的端部开设有定位凸块110,中部预留有活动槽130;所述定位凸块110卡设在模具固定板410侧边,通过定位螺孔120进行固定;所述活动槽130的上边沿开设定位斜边 131;所述定位斜边用于阻挡并推进扣机挡块300;
19.本实施例中,扣机固定块100相当于扣机外壳200的滑动轨道,扣机固定块100通过定位凸块110配合定位螺孔120装配固定在模具固定板410之间;其中定位斜边131用于将扣机挡块300阻挡在指定位置;活动槽130与定位斜边131的位置,可按照不同的产品进行不同尺寸的设计,结合可拆卸式的扣机固定块100,实现模块化改造。
20.进一步的,所述扣机外壳200滑动扣设在扣机固定块100上,所述扣机外壳200的上端设有顶升凸块210,下端开设有顶升槽220,所述顶升槽220的一端为推进斜边230;所述扣机挡块300一端架接在顶升槽220内,另一端伸入分离模板422中;进一步的,所述扣机外壳200上开设有顶升螺孔240,用于与活动模板421装配。进一步的,所述扣机挡块300的一端设置有贴合斜边310,所述贴合斜边310 的开设角度与推进斜边230的角度吻合;
21.在模具的顶出动作中,由外部动力驱动扣机外壳200顶升,在开始顶升阶段,扣机外壳200上升,于此同时顶升槽220带动扣机挡块 300上升,进而抬升分离模板421,顶升螺孔240配合顶升凸块210 按需将活动模板421抬升,整体上升;当扣机挡块300在活动槽130 中持续上升至活动槽130中的定位斜边131处时,扣机挡块300在活动槽130中已经没有活动空间,贴合斜边310与定位斜边131啮合,并且于此同时推进斜边230也与定位斜边131齐平,持续上升的动作,使得扣机挡块300被推入分离模板422中,顶升槽220于此同时也逐渐减少与扣机挡块300的接触面积,直至扣机挡块300被完全推入,顶升槽220与扣机挡块300不再接触,失去对分离模板422的承托;至此活动模板421继续上升,分离模板422失去动力,两者被顶升分开;
22.采用本实用新型,整体结构清晰简洁,成本可控,模块化可替换的扣机固定块设计,满足多种产品不同顶升高度的要求;通过对扣机挡块进行斜坡定位推进的方式,实现了顶升和分离动作的快速切换;整体无复杂机构和多余动力设置;模块化可定制化的结构,减少设计与生产成本,整体耐用,装配简单,提高了模具的顶出效率。
23.本文中所描述的具体实施例仅仅是对本实用新型精神作举例说明。本实用新型所
属技术领域的技术人员可以对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,但并不会偏离本实用新型的精神所定义的范围。
技术特征:
1.一种注塑模具顶出用扣机组件,其特征在于:包括扣机固定块(100)、扣机外壳(200)和扣机挡块(300);所述扣机固定块(100)的两端安装在模具固定板(410)上;所述扣机外壳(200)滑动套设在扣机固定块(100)上,并且嵌入活动模板(421)中,所述扣机挡块(300)伸入分离模板(422)中,并且架接在扣机外壳(200)上,随扣机外壳(200)一同升降。2.根据权利要求1所述的一种注塑模具顶出用扣机组件,其特征在于:所述扣机固定块(100)的端部开设有定位凸块(110),中部预留有活动槽(130);所述定位凸块(110)卡设在模具固定板(410)侧边,通过定位螺孔(120)进行固定;所述活动槽(130)的上边沿开设定位斜边(131);所述定位斜边用于阻挡并推进扣机挡块(300)。3.根据权利要求1所述的一种注塑模具顶出用扣机组件,其特征在于:所述扣机外壳(200)滑动扣设在扣机固定块(100)上,所述扣机外壳(200)的上端设有顶升凸块(210),下端开设有顶升槽(220),所述顶升槽(220)的一端为推进斜边(230);所述扣机挡块(300)一端架接在顶升槽(220)内,另一端伸入分离模板(422)中。4.根据权利要求1所述的一种注塑模具顶出用扣机组件,其特征在于:所述扣机外壳(200)上开设有顶升螺孔(240),用于与活动模板(421)装配。5.根据权利要求3所述的一种注塑模具顶出用扣机组件,其特征在于:所述扣机挡块(300)的一端设置有贴合斜边(310),所述贴合斜边(310)的开设角度与推进斜边(230)的角度吻合。
技术总结
本实用新型涉及注塑模具辅助机构技术领域,具体为一种注塑模具顶出用扣机组件;包括扣机固定块、扣机外壳和扣机挡块;所述扣机固定块的两端安装在模具固定板上;所述扣机外壳滑动套设在扣机固定块的上,并且嵌入活动模板中,所述扣机挡块伸入分离模板中,并且架接在扣机外壳上,随扣机外壳一同升降;采用本实用新型,整体结构清晰简洁,成本可控,模块化可替换的扣机固定块设计,满足多种产品不同顶升高度的要求;通过对扣机挡块进行斜坡定位推进的方式,实现了顶升和分离动作的快速切换;整体无复杂机构和多余动力设置;模块化可定制化的结构,减少设计与生产成本,整体耐用,装配简单,提高了模具的顶出效率。提高了模具的顶出效率。提高了模具的顶出效率。
技术研发人员:李小兵 王红权
受保护的技术使用者:苏州恩源精密模具有限公司
技术研发日:2022.08.30
技术公布日:2023/1/16
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1